
CFK-Werkstück in der Nassbearbeitung
Composite-Materialien wie carbonfaserverstärkter Kunststoff (CFK) oder glasfaserverstärkter Kunststoff (GFK) sind aufgrund ihrer besonderen Eigenschaften wichtiger Werkstoff für viele Branchen, jedoch schwer zu bearbeiten. Bohrungen und Zerspanungsoperationen erfolgen hier klassischerweise trocken – die Werkstücke bereiten den Verantwortlichen jedoch nicht selten durch mindere Qualität und zu hohem Ausschuss Kopfzerbrechen. Der Schmierstoffhersteller Rhenus Lub schlägt in Sachen CFK einen problem- und zukunftsorientierten Weg ein: die Zerspanung mit speziell entwickelten Kühlschmierstoffen.
Branchen wie Automobil- oder Luft- und Raumfahrtindustrie sind auf leichte, aber gleichzeitig hochfeste und leistungsbeständige Materialien angewiesen. Die Gründe dafür liegen auf der Hand: Wo Beschleunigung und Geschwindigkeit im Spiel sind, macht sich Gewichtsreduktion schnell als Betriebskostenreduktion bemerkbar. Neben den hochfesten Leichtmetallen Aluminium, Magnesium oder Titan sind es besonders die Faserverbundkunststoffe (FVK), die hier einen immer höheren Stellenwert einnehmen. Prominente Vertreter dabei: die carbonfaserverstärkten Kunststoffe. Sie verfügen sowohl über eine außergewöhnliche Leichtigkeit als auch über eine herausragende Stabilität.
So gefragt die Composites sind, so ineffizient ist die noch weit verbreitete trockene Zerspanung dieses innovativen Materials. Obwohl Bauteile aus CFK bereits endkonturnah hergestellt werden und häufig nur noch vermeintlich simple Zerspanungsarbeiten wie Bohren oder Fräsen erforderlich sind, kann es bei trockener Zerspanung zu folgeschweren Problemen kommen. Für viele Werkstoffkenner ist das ein offenes Geheimnis. Da allerdings eine wirkliche Alternative zum herkömmlichen Trockenverfahren fehlte, wurden Probleme und damit verbundener Mehraufwand bisher mehr oder weniger in Kauf genommen.
Dominanter Knackpunkt: die hohe Wertschöpfung bearbeiteter Werkstücke – ein alles andere als marginaler Nachteil. Sie kommt dadurch zustande, dass Bauteile – obwohl Geschwindigkeit und Vorschub bei der Bearbeitung sehr gering sind – durch Delaminationen und Faserausrisse oftmals qualitativ unzureichend sind. Gleichsam werden die Werkzeuge stark beansprucht: Die im Verbundstoff enthaltenen Fasern lassen Bohr-, Fräs- und Schleifgeräte überaus schnell verschleißen und machen häufige Werkzeugwechsel notwendig. Um diesem starken Verschleiß entgegenzuwirken, kommen vor allem hochwertige Werkzeuge aus polykristallinem Diamant oder mit diamantähnlichen Beschichtungen zum Einsatz. Schnell stellt sich ein Gefühl für die Höhe der auftretenden Werkzeugkosten, die die Wettbewerbsfähigkeit des zukunftsweisenden Materials stark beeinträchtigen können.
Aber auch in puncto Sicherheit und Gesundheitsschutz wirft die CFK-Bearbeitung im Trockenverfahren viele Fragen auf. Besonders der beim Zerspanen freigesetzte Feinstaub bereitet Probleme. Hohe Mengen der feinen Partikel können die Gesundheit der in der Fertigung tätigen Mitarbeiter negativ beeinflussen. Um die Beschäftigten nicht zu gefährden, müssen Unternehmer im Arbeitsraum Abluft- und Filteranlagen installieren – eine kostenintensive Ausstattung, die für ausreichenden Schutz vor Faserstaub jedoch notwendig und vorgeschrieben ist.
Nimmt man die beträchtlichen Kosten und das gesundheitliche Gefährdungspotenzial zusammen, drängt sich die Frage auf: warum sich überhaupt auf eine Trockenbearbeitung von faserverstärktem Kunststoff einlassen?
Da die Trockenbearbeitung dieser hochfesten Materialien ein Unterfangen ist, das ökonomisch und gesundheitlich nur schwer zu rechtfertigen ist, können alternative Verfahren der Schlüssel für eine Verbesserung sein. Dem Schmierstoffhersteller Rhenus Lub, spezialisiert auf Hochleistungskühlschmierstoffe und -fette, sind außergewöhnlich anspruchsvoll zu bearbeitende Materialien und die damit verbundenen Herausforderungen (hoher Werkzeugverschleiß, mindere Werkstückqualität, gesundheitliches Risiko) nicht neu. Für die zukunftsfähige Bearbeitung von Faserverbundkunststoffen präsentiert das Unternehmen eine vielversprechende Lösung: den Einsatz von eigens für dieses Feld entwickelten Kühlschmierstoffen.
Die hochspezialisierte Entwicklungsabteilung erprobt schon länger die Bearbeitung von CFK mit Kühlschmierstoffen und hat sich für das Forschungsprojekt von Beginn an mit starken Partnern zusammengeschlossen, die Synergien für dieses innovative Projekt generieren.

Bild 1: Schnittdaten der CFK-Bearbeitung aus dem industriellen Feldtest im Vergleich (ohne KSS und
mit Spezial-KSS)
Erste ausgereifte Produkte sind die zwei Spezialkühlschmierstoffe rhenus XY 190 FC und rhenus XT 46 FC. „Sie sind für die Bearbeitung von Faserverbundkunststoffen wie beispielsweise Carbon- oder Glasfaser einzusetzen und stellen die Leistungsfähigkeit von Trockenbearbeitungsverfahren unter bestimmten Bedingungen mehr als nur in Frage“, so Dr. Hans Jürgen Schlindwein, Leiter F & E, Qualitätskontrolle Kühlschmierstoffe bei Rhenus Lub.
Industrielle Feldläufe mit ausgewählten Kunden aus der Automobilindustrie belegen, dass der Einsatz von Spezialkühlschmierstoffen zur Bearbeitung von CFK und GFK
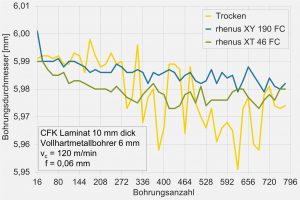
Bild 2: Bearbeitungsgenauigkeit bei CFK-Bohrungen
unmittelbar die Qualität der Schnitte und Bohrungen, die Kosten pro Bohrung, die Prozess- und Ausschusskosten sowie weitere Prozesskennzahlen positiv beeinflusst.
Der direkte Vergleich im industriellen Feldtest (1) zeigt die Vorteile der CFK-Bearbeitung mit Kühlschmierstoffen im Gegensatz zur herkömmlichen Trockenbearbeitung: Mit KSS wurden in den durchgeführten Versuchen bis zu vier Mal längere Standwege der Werkzeuge erreicht. Durch höhere Vorschubgeschwindigkeiten (bis zu 60% mehr) konnten Fertigungszeiten erheblich verkürzt werden. Die hohe Wärmeabfuhr und sehr gute Schmierleistung des Spezial-KSS ermöglichen damit Schnittwerte, die bei einer trockenen Zerspanung nicht denkbar wären.
Auch Bearbeitungsgenauigkeit und Maßhaltigkeit verbesserten sich durch den Einsatz von
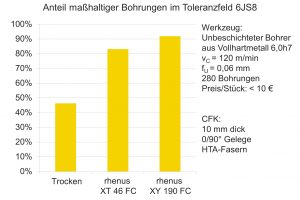
Bild 3: Maßhaltigkeit bei CFK-Bohrungen
Spezialkühlschmierstoffen, wie (2) und (3) zeigen. Mit den Spezialkühlschmierstoffen rhenus XY 190 FC und rhenus XT 46 FC arbeiteten die Werkzeuge verglichen mit der Trockenbearbeitung wesentlich genauer und befanden sich auch hinsichtlich Maßhaltigkeit deutlich öfter im definierten Toleranzfeld.
Die bessere Qualität der mit Spezial-KSS gefertigten Bohrungen war in Testläufen schon mit dem bloßen Auge deutlich erkennbar: (4), (5), (6) und (7).
Geringere Abweichungen und erhöhte Maßhaltigkeit sorgen nicht nur für weniger Bauteilausschuss, sondern gleichsam für eine erhöhte Qualität der Bauteile. Delamination wird vermieden und weniger Teile müssen nachbearbeitet werden.
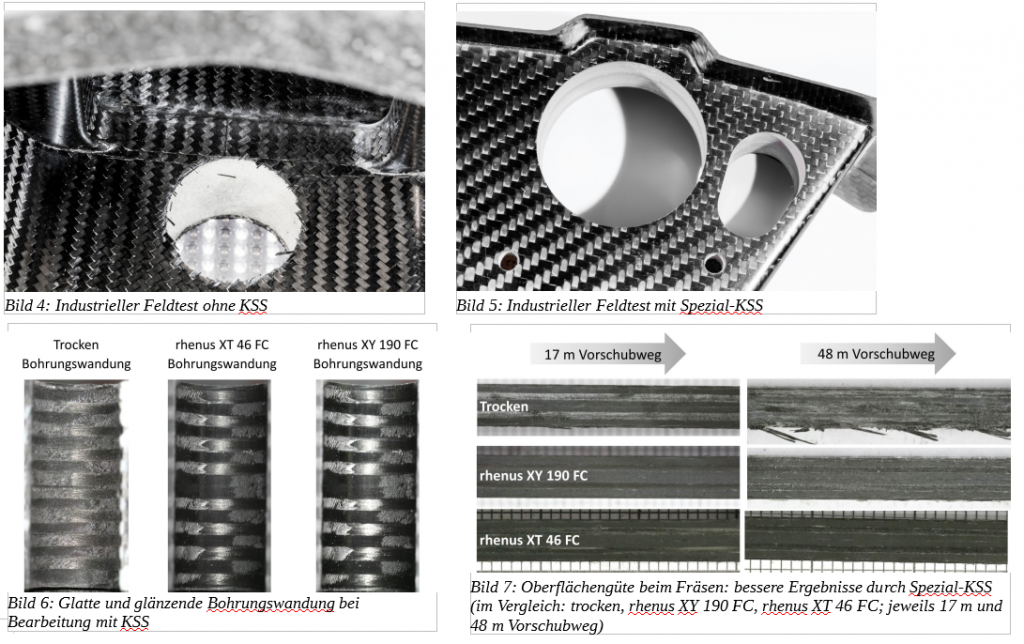

Bild 8a und 8b: Industrieller Feldtest: Werkzeugverschleiß bei CFK-Bearbeitung ohne (8b – Bild unten) und mit Spezial-KSS (8a -Bild oben
Trotz höherem Vorschub, verbesserter Schnittgeschwindigkeit und genauerer Bearbeitung wurden in den Feldtests Werkzeuge wie Bohrer und Fräsen schonender behandelt (8). Positive Folge: eine höhere Werkzeugstandzeit und reduzierte Kosten durch verminderten Werkzeugverschleiß.
Mithilfe des Deutschen Zentrums für Luft- und Raumfahrt wurden zudem in Versuchsreihen unter worst-case-Bedingungen (Lagerung des CFK für eine Woche bei 60 Grad Celsius im KSS, Versuche bis -50 Grad Celsius) die Wechselwirkungen von KSS und CFK untersucht. Das Fazit ist hierbei positiv: Die kurze Einwirkzeit vom Kühlschmierstoff während der Zerspanung wird die Werkstoffkennwerte des CFK nicht verändern und auch ein Eindringen des KSS in den Verbundwerkstoff konnte nicht beobachtet werden.
Durch den Einsatz von Kühlschmierstoffen wird der Staub optimal gebunden und trägt zu einem verbesserten Gesundheitsschutz bei, wodurch dieses Verfahren bei Prozessverantwortlichen und Maschinenbedienern höchst akzeptiert ist. Gleichzeitig werden durch die besondere Spülwirkung der Spezialkühlschmierstoffe Maschinenräume sauberer gehalten.
