Materialien

Mittels Material Extrusion hergestellter Probekörper
Für die Metall-Matrix wurde ein Pulver des Edelstahls 316L mit einer Korngröße d50 = 8,6µm verwendet. Dieses wurde mit einem Aluminiumoxid-Pulver einer mittleren Korngröße d50 = 56 µm gemischt. Es wurde eine Mischung mit einem Masseverhältnis Metall / Keramik von 75:25 hergestellt. Dieses Masseverhältnis entspricht einem Volumenverhältnis von 60:40.
Für die Herstellung einer extrudierbaren Paste wurden den Pulvern Wasser, Zelluloseether und ein Extrusionshilfsmittel zugesetzt.
Herstellungsverfahren
Für die Formgebung von Probekörpern wurde das Additive Verfahren „Material Extrusion“ gewählt. Bei diesem Verfahren wird eine pastöse Masse durch eine verfahrbare Düse gepresst und strangweise abgelegt. Die notwendig niedrigviskose Masse kann durch Erwärmen, wie es im Falle von Kunststofffilamenten der Fall ist, oder durch die vorgegebene Plastizität im kalten Zustand, wie zum Beispiel bei Tonen, erzielt werden. Die Anforderung an die rheologischen Eigenschaften des zu extrudierenden Materials sind vielfältig: Der Strang muss abrissfrei extrudiert werden können, der abgelegte Strang soll formstabil sein bzw. nicht breitlaufend und die übereinander abgelegten Stränge müssen aneinanderhaften. Die Verbindungen zwischen den Strängen hängt wesentlich von ihren Querschnittsformen ab, d.h. runde Formen führen zu einem Ein-Punkt-Kontakt, während ovale bzw. nahezu rechteckige Formen zu einem Linienkontakt führen. Der Querschnitt des abgelegten Strangs wird durch die rheologischen Eigenschaften der extrudierten Masse und die Prozessparameter Düsen-abstand und Geschwindigkeit bestimmt. Für weitere Details sei an dieser Stelle auf die Literatur verwiesen, z.B. [7].
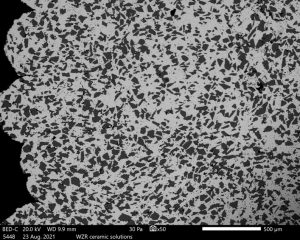
REM-Aufnahme des Metall-Keramik Gefüges. Die groben Keramik-Partikel (schwarz) sind nahezu homogen in der dichten metallischen Matrix eingebettet.
Bei Pasten, die metallische und/oder keramische Partikel enthalten, ist ein grundlegender Zusammenhang zwischen Düsendurchmesser und maximaler Partikelgröße zu beachten: Der Durchmesser der Düse muss mindestens das 10fache der maximalen Partikelgröße (d100) betragen. Die größten Partikel des hier eingesetzten Metallpulvers weisen eine Größe von 53 µm auf, bei dem Keramikpulver betrug der Maximalwert 75 µm. Aus diesem Grund wurde für die hier beschriebenen Versuche eine Düse mit 1 mm Durchmesser gewählt.
Um eine homogene Verteilung der keramischen Partikel in der metallischen Matrix zu erzielen, ist der Mischvorgang von größter Bedeutung. Für die Versuche wurden die Komponenten in einem Hauschild SpeedMixer 400 gemischt. Dabei wurde pastöse Massen erzeugt, die für die Material Extrusion geeignet waren.
Für die Formgebung wurde ein Delta 2040 von WASP eingesetzt. Druck und Verfahrgeschwindigkeit wurden in Vorversuchen entsprechend der rheologischen Eigenschaften der Pasten optimiert. Da das Ziel der ersten Versuche eine grundlegende Machbarkeit und die Beurteilung des Gefüges nach dem Sintern war, wurden einfache Probekörper (Abbildung 1) und keine komplexen Bauteile hergestellt. Der Durchmesser der Probekörper betrug 30 mm, die Höhe 20 mm.
Das Sintern der Probekörper erfolgte in einem Rohrofen (Carbolite Gero) unter Argon mit einer Aufheizrate von 10 K/min bis 1350°C und einer Haltezeit von 2 Stunden. Eine separate Entbinderung war nicht notwendig.
Das Gefüge der Proben wurde anschließend mittels Rasterelektronenmikroskopie (REM, JEOL IT200) am Querschliff untersucht.
Ergebnisse
Mit der Metall-Keramik-Paste konnten mittels Material Extrusion formstabile Probekörper hergestellt werden. Nach dem Sintern zeigten die Proben eine Schwindung von ca. 9 % und waren rissfrei. Auch zwischen den verfahrensbedingten Lagen waren keine Risse erkennbar. Dies konnte im REM bestätigt werden. Abbildung 2 zeigt einen Querschliff der Probe. Am linken Rand sind die typischen Ausbuchtungen der einzelnen Stränge zu erkennen. Die übereinander abgelegten Stränge sind im Inneren der Probe gut miteinander verbunden, einzelne Lagen sind nicht zu erkennen.
Das Gefüge zeigt eine nahezu homogene Verteilung der keramischen Partikel in der metallischen Matrix. Die metallischen Partikel sind gut miteinander versintert. Die restliche Porosität der Matrix ist in Abbildung 3 zu sehen. Wie zu erwarten kommt es zwischen metallischen und keramischen Partikeln zu keiner Reaktion während des Sinterprozesses.
Diskussion
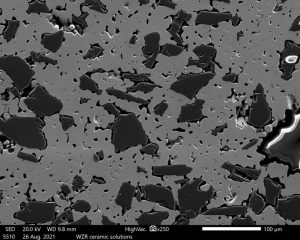
REM-Aufnahme des Metall-Keramik-Gefüges.
Die Ergebnisse der Untersuchungen zeigen, dass die Additive Fertigung mittels Material Extrusion eine vielversprechende Methode zur Herstellung von Metall-Keramik-Verbundwerkstoffen darstellt. Ein wesentlicher Vorteil dieser Technik liegt in der Homogenität der Verteilung der keramischen Partikel in der metallischen Matrix, was durch den Einsatz einer pastösen Masse während des Herstellungsprozesses gewährleistet wird.
Ein zentraler Punkt in der Bewertung des Prozesses ist die Qualität der Anbindung zwischen den einzelnen Strängen der extrudierten Struktur. Die REM-Analysen zeigen, dass nach dem Sintern keine sichtbaren Rissbildungen an den Grenzflächen der Stränge vorliegen und diese sich vollständig miteinander verbunden haben. Dies ist ein deutlicher Vorteil gegenüber pulverbasierten Verfahren, bei denen Risse durch Spannungen infolge der ungleichmäßigen Schrumpfung auftreten können.
Trotz der insgesamt positiven Ergebnisse wurden einige Herausforderungen identifiziert. So zeigt das Mikrogefüge nach dem Sintern kleine Spalten um die Aluminiumoxid-Partikel, deren Ursache noch nicht abschließend ermittelt werden konnte. Diese Spalten könnten die mechanischen Eigenschaften des Werkstoffs, insbesondere dessen Festigkeit und Bruchzähigkeit, beeinflussen. Eine mögliche Lösung wäre die Anpassung des Sinterprozesses oder die Zugabe von Zwischenschichten, die Spannungen abbauen können. Eine bessere Einbindung bzw. Einspannung der Al2O3-Partikel in die metallische Matrix ist das primäre Ziel weiterer Arbeiten. Ein weiterer Aspekt, der berücksichtigt werden muss, ist die Skalierbarkeit des Prozesses für industrielle Anwendungen. Die Herstellung von einfachen Probekörpern zeigt die grundsätzliche Machbarkeit, jedoch müssen weitere Untersuchungen durchgeführt werden, um die Eignung für komplexe Geometrien zu bestätigen. Insbesondere ist zu prüfen, wie sich größere Bauteile hinsichtlich Schwindung, mechanischer Eigenschaften und Prozessstabilität verhalten.
Zusätzlich zu den strukturellen Aspekten müssen auch die tribologischen Eigenschaften des Verbundwerkstoffs untersucht werden. Die Kombination aus Edelstahl und Aluminiumoxid verspricht eine hohe Verschleißbeständigkeit, jedoch sind weiterführende Untersuchungen erforderlich, um das Verhalten unter realen Belastungsbedingungen zu evaluieren.
Schlussfolgerung
Die durchgeführten Untersuchungen bestätigen das Potenzial der additiven Fertigung mittels Material Extrusion für die Herstellung von Metall-Keramik-Verbundwerkstoffen. Die Methode ermöglicht eine gleichmäßige Verteilung der keramischen Partikel und eine gute Verbindung wder extrudierten Strukturen nach dem Sintern.
Gleichzeitig zeigen sich Herausforderungen, insbesondere hinsichtlich der Spannungsbildung an den Grenzflächen der Phasen. Eine gezielte Optimierung des Sinterprozesses und gegebenenfalls der Materialzusammensetzung ist notwendig, um die mechanischen Eigenschaften weiter zu verbessern. Zudem sollte die Skalierbarkeit für komplexe Bauteilgeometrien weiter untersucht werden.
Zusammenfassend bietet diese Fertigungsmethode eine innovative Alternative zu konventionellen Verfahren. Mit weiterführenden Optimierungen könnte sie eine Schlüsseltechnologie für Anwendungen mit hohen Verschleiß- und Belastungsanforderungen werden.
Weitere Informationen:
Prof. Dr. Wolfgang Kollenberg, Gesellschafter der WZR ceramic solutions GmbH, w.kollenberg@wzr-ceramic.de
Dr. Dieter Nikolay, Geschäftsführender Gesellschafter der WZR ceramic solutions GmbH, d.nikolay@wzr-ceramic.de


