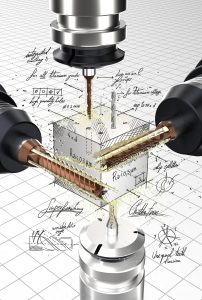
Mit CeraMMAM lassen sich Hochleistungskomponenten aus verschiedenen Materialien in einem einzigen Prozess herstellen. (Foto: Breig, KIT)
Ein Forschungsteam am Karlsruher Institut für Technologie (KIT) hat im Projekt CeraMMAM ein Materialsystem entwickelt, mit dem sich Hochleistungskomponenten aus mehreren Materialien mithilfe eines universellen Bindersystems in einem einzigen Prozess herstellen lassen. Die Technologie eröffnet neue Perspektiven für industrielle Anwendungen – insbesondere in der Medizintechnik, im Maschinenbau sowie in der Luft- und Raumfahrt.
Additive Fertigungsverfahren erlauben es, komplexe Bauteile schichtweise herzustellen. Bislang ließen sich dabei jedoch meist nur sortenreine Materialien wie Metall oder Keramik verarbeiten. Im Projekt CeraMMAM (steht für: Ceramic Multi Material Additive Manufacturing) haben die Forschenden am wbk Institut für Produktionstechnik des KIT einen entscheidenden Durchbruch erzielt: Mithilfe eines neu entwickelten universellen Bindersystems lassen sich verschiedene keramische Materialien kombinieren und Keramik-Metall-Verbindungen herstellen. Weiterlesen