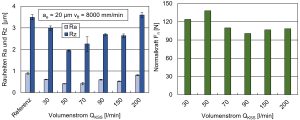
berflächenrauheiten und Normalkräfte beim Schlichten mit einer Zustellung von ae = 20 µm und einer tangentialen Vorschubgeschwindigkeit von vft = 8.000 mm/min.
In der industriellen Praxis wird für die zwei Teilschritte des Schleifprozesses Schruppen (hoher Materialabtrag) und Schlichten (Einstellung der geforderten Oberflächenqualität) für gewöhnlich der identische Volumenstrom QKSS an Kühlschmierstoff genutzt. Da aber beim Schlichten nur noch ein geringer Materialabtrag ohne starke thermische Beanspruchung stattfindet, sind die für das Schruppen gewählten Volumenströme viel zu hoch. Dies hat nicht nur ökologische, sondern auch technologische Nachteile. So kann sich z.B. ein Kühlschmierstofffilm zwischen Werkstück und Schleifscheibe bilden, wodurch beim Schlichten ein reduzierter Materialabtrag stattfindet und somit die geforderte Oberflächenqualität nicht erreicht wird.
Im folgenden Beitrag wird die Einflussnahme des Volumenstroms auf die ausgebildete Oberflächentopographie beim Schlichtschnitt eines Planschleifprozesses gezielt untersucht. Zur Bewertung des vorliegenden Materialabtrages werden Prozesskräfte evaluiert. Unter industriell typischen Bedingungen wurde im ersten Prozesszyklus mit einem Überdeckungsgrad von Ud = 3 geschruppt, um einen rauen Werkstückausgangszustand (Referenz) zu erzeugen. Die Prozessparameter beim Schruppen betragen vft = 4.000 mm/min für die tangentiale Vorschubgeschwindigkeit, ae = 50 µm für die Schruppzustellung und QKSS = 50 l/min für den Volumenstrom. Im anschließenden Schlichtprozess wurde der zugeführte Kühlschmierstoffvolumenstrom bei einer fein abgerichteten Schleifscheibe (Ud = 6) variiert. Die zugeführten Volumenströme betragen QKSS = 30 – 50 – 70 – 90 – 150 und 200 l/min. Als Prozessparameter für das Schlichten kommen Zustellungen von ae = 5 und 20 µm bei jeweils vft = 8.000 mm/min zum Einsatz. Die Schnittgeschwindigkeit vc = 35 m/s wurde konstant gehalten. Die Planschleifversuche wurden auf einer Blohm Profimat 412 HSG mit eingebauter Kraftmessplatte an dem Vergütungsstahl 42CrMo4 mit einer Korund-Schleifscheibe sowie einem Öl als Kühlschmierstoff (KSS) durchgeführt. Der Werkstoff wurde vier Stunden bei 850 °C vergütet und anschließend bei 180 °C für weitere vier Stunden angelassen, sodass sich eine durchgängige Härte von 630 HV1 vorliegt. Während des Prozesses wurden die Prozesskräfte erfasst und anschließend die Werkstückrauheit taktil gemessen. Zur Bewertung der Einflussnahme des Volumenstroms beim Schlichten wurden als Referenz drei Zustände nach dem Schruppen als Initialzustand erfasst. Die Höhe der gemessenen Normalkräfte erlaubt vergleichende Rückschlüsse auf den vorliegenden Materialabtrag und damit auf das Abdrängungsverhalten der Schleifscheibe in Abhängigkeit des gewählten Volumenstroms beim Schlichten.
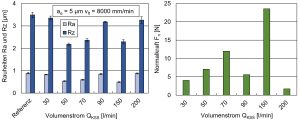
Oberflächenrauheiten und Normalkräfte beim Schlichten mit einer Zustellung von ae = 5 µm und einer tangentialen Vorschubgeschwindigkeit von vft = 8.000 mm/min.
Die Abbildung 1 zeigt die Rauheitskennwerte der arithmetischen Rauheit Ra und gemittelten Rautiefe Rz sowie die gemessenen Normalkräfte Fn nach dem Schlichtprozess für eine Zustellung von ae = 20 µm bei verschiedenen KSS-Volumenströmen. Dargestellt sind zudem die Rauheitskennwerte des Referenzzustandes nach dem Schruppen. Im Vergleich zur Referenz zeigt sich, dass der gewählte Volumenstrom beim Schlichten maßgeblich das finale Oberflächenprofil und die mögliche Qualität des Werkstückes mitbestimmt. So konnte unter geringeren Volumenströmen eine minimale Verbesserung der Werkstücktopographie bei QKSS = 30 l/min festgestellt werden. Bei moderaten Volumenströmen konnte eine Reduzierung der Rauheiten und damit eine potentielle Verbesserung der Qualität des Werkstückes festgestellt werden. In dieser Untersuchung wurden bei QKSS = 50 l/min die geringsten Rauheitskennwerte erzielt. Ausgehend davon lagen bei Steigerung der Volumenströme erhöhte Rauheitskennwerte vor. So liegen die bei QKSS = 200 l/min gemessenen Rauheitskennwerte auf dem Niveau des Referenzzustandes. Die fallenden Normalkräfte Fn deuten darauf hin, dass mit Zunahme des KSS-Volumenstroms der Kontakt zwischen Werkstück und Schleifscheibe aufgrund von Aquaplaning-Effekten abnimmt, wodurch kein oder nur geringer Abtrag der beim Schruppen hervorgerufenen Rauheitsspitzen erfolgt. Dementsprechend variieren die Normalkräfte trotz gleicher Zustellung.
Die Abbildung 2 stellt die Kennwerte der Oberflächenrauheit und der Normalkräfte für eine Zustellung von ae = 5 µm gegenüber. Aquaplaning-Effekte gewinnen bei gering gewählten Zustellungen erheblich an Einfluss auf die Ausbildung des finalen Oberflächenprofils, da durch das Abdrängen der Schleifscheibe vermehrt das Potential vorliegt, dass kein effektiver Materialabtrag erfolgt und stattdessen ausschließlich die beim Schruppen hervorgerufenen Rauheitsspitzen plastisch deformiert werden. Die Ergebnisse verdeutlichen analog zur ersten Versuchsreihe gleichbleibende Rauheitskennwerte zum Referenzzustand bei kleinstem und höchstem gewählten KSS-Volumenstrom. Weiterhin liegen die geringsten Prozesskräfte für diese Volumenströme vor, was darauf hindeutet, dass es zu keinem signifikanten Materialabtrag kommt. Die geringsten Rauheitskennwerte wurden ebenfalls mit QKSS = 50 l/min generiert.
In den vorgelegten Untersuchungen wurde der Einfluss des gewählten Volumenstroms beim Schlichten gezielt untersucht und anhand ermittelter Rauheitskennwerte und Normalkräfte evaluiert. Die Ergebnisse verdeutlichen, dass bei Steigerung des Volumenstroms keine Reduzierung der Rauheitskennwerte und folglich eine potentielle Verbesserung des Oberflächenprofils erzielt werden können. Bei QKSS = 50 l/min wurden bei beiden Zustellungen die geringsten Rauheitskennwerte ermittelt. Neben den technologischen Vorteilen bedingen kleinere Volumenströme zudem ökologische Vorteile aufgrund des geringeren Verbrauchs. Weiterhin verringert dies den Leistungsbedarf der KSS-Pumpen und dadurch direkt den Energiebedarf des Systems. Insgesamt führt dies zu einer messbaren Reduktion des Stromverbrauchs, während die Schleifqualität weiterhin gewährleistet bleibt.
Weitere Informationen:
Gerrit Kuhlmann: Leibniz-Institut für Werkstofforientierte Technologien – IWT/ Universität Bremen, MAPEX Center for Materials and Processes
Nikolai Guba: BTA-Tiefbohrsysteme GmbH
Tobias Hüsemann: Leibniz-Institut für Werkstofforientierte Technologien – IWT/ Universität Bremen, MAPEX Center for Materials and Processes
Carsten Heinzel: Leibniz-Institut für Werkstofforientierte Technologien – IWT/ Universität Bremen, MAPEX Center for Materials and Processes
Bernhard Karpuschewski: Leibniz-Institut für Werkstofforientierte Technologien – IWT/ Universität Bremen, MAPEX Center for Materials and Processes


