© Fraunhofer IPT
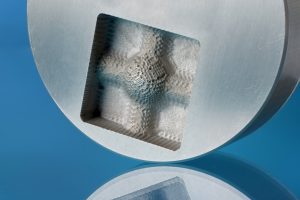
Demonstratorbauteil, das am Fraunhofer IPT in einer Wasser-Abrasivstrahl-Bearbeitung durch flächiges Abtragen gefertigt wurde.
Beim Fräsen hochfester Werkstoffe wie Oxidkeramik oder Sondermetalle – und besonders bei der Schruppbearbeitung – verschleißen Werkzeuge schnell. Für Unternehmen ist die Bearbeitung dieser Werkstoffe deshalb mit hohen Kosten verbunden. Im Projekt »HydroMill« hat das Fraunhofer-Institut für Produktionstechnologie IPT aus Aachen mit seinen Projektpartnern nun gezeigt, dass sich der Hochdruckwasserstrahl zum flächigen Materialabtrag von hochfesten Werkstoffen eignet. War der Einsatz von Wasserstrahlen bislang auf die Schneidbearbeitung beschränkt, zeigen die Projektergebnisse, wie sich hochfeste Werkstoffe kosten- und ressourcenschonender als bisher flächig abtragen lassen.
Diese neue und zur konventionellen Schruppbearbeitung alternative Anwendung der Wasserstrahlbearbeitung untersuchten die Aachener Ingenieure gemeinsam mit ihren Unternehmenspartnern während eines dreijährigen Forschungsprojekts: Die Anwendung von Hochdruckwasserstrahlen zum flächigen Materialabtrag hochfester Oxidkeramik oder metallischer Sonderwerkstoffe verspricht deutliche Kosteneinsparungen für Unternehmen in der Werkzeugbaubranche und im Turbomaschinenbau. Während der Entwicklung des Bearbeitungsprozesses haben die Projektpartner einen besonders ressourcenschonenden Einsatz von Granatsand berücksichtigt, ein Abrasivstoff, der in den sogenannten Wasser-Abrasivstrahlen verwendet wird. Um komplexe 3D-Geometrien herstellen zu können, wurde die Strahlführung der Wasserstrahlanlage 5-achsig ausgeführt.
© Fraunhofer IPT
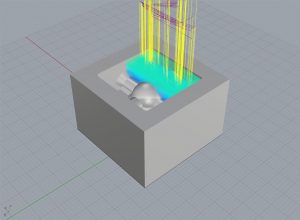
Prozesssimulation: Für die Bahnplanung des Strahls wurden grundlegende Bearbeitungsstrategien aus der Frästechnologie übernommen und an die physikalischen Eigenschaften des abtragenden Wasserstrahls angepasst.
Was sind Wasser-Abrasivstrahlen?
Wasser-Abrasivstrahlen sind ein Gemisch aus Wasser, Granatsand und Luft, das unter dem Druck von bis zu 6000 bar über eine Hartmetalldüse zu einem Bearbeitungsstrahl geformt wird. In der Anwendung wird das Gemisch mit zwei- bis dreifacher Schallgeschwindigkeit auf den Werkstoff gerichtet. Solche Hochdruckwasser-Abrasivstrahlen dienten bisher vorwiegend zum Schneiden und Trennen von Werkstoffen.
Deutlich geringere Werkzeugkosten bei der Wasser-Abrasivstrahl-Bearbeitung
Neu hingegen ist der Einsatz von Wasser-Abrasivstrahlen, um das Material des Werkstücks, ähnlich wie bei der Schruppbearbeitung mit dem Fräswerkzeug, flächig abzutragen. Der Abrasivstoff im Strahl kommt anstelle des Werkzeugs in mechanischen Kontakt mit dem hochfesten Werkstoff. Dabei unterliegen zwar die Hartmetalldüse zur Fokussierung und der Abrasivstoff selbst einem Verschleiß, dieser verursacht jedoch erheblich geringere Kosten als der Werkzeugverschleiß, der beim Fräsen an der Werkzeugschneide entsteht.
Forschungsschwerpunkte im Projekt »HydroMill«
Die physikalischen Eigenschaften des abtragenden Wasserstrahls müssen während des Bearbeitungsprozesses in der CAM-Programmierung berücksichtigt werden. Um die Oberfläche des Werkstücks mit dem Wasserstrahl gleichmäßig abzutragen, spielt deshalb die softwaregesteuerte Bahnplanung des Strahls eine wichtige Rolle. Die Projektpartner haben dazu grundlegende CAM-Bearbeitungsstrategien aus der Frästechnologie übernommen und die für den Wasserstrahl relevanten Parameter wie die Bewegungsgeschwindigkeit der Strahlführung, die Menge an Abrasivstoff oder den Systemdruck an den Prozess angepasst.
Direkt in die Wasserstrahlanlage wurde außerdem eine neu entwickelte Messtechnik integriert, die anhand einer berührungslosen Messung des Werkstücks die Ergebnisqualität und die Einhaltung der Toleranzen prüft. Zusätzlich hat das Projektkonsortium die Recyclingfähigkeit der unterschiedlichen Abrasivstoffe, die im Prozess verwendet wurden, untersucht und bewertet. Ein Großteil des getesteten Granatsands war nach dem Einsatz wiederverwendbar. Zum Abschluss des Projekts konnte die Eignung der Wasser-Abrasivstrahl-Bearbeitung zur Herstellung von 3D-Geometrien aus hochfestem Werkstoff nachgewiesen werden. Am Fraunhofer IPT fertigten die Ingenieure dazu in dem neuen Verfahren entsprechende Demonstratorbauteile an.
Das Projekt wurde vom Bundesministerium für Bildung und Forschung (BMBF) getragen und durch das Forschungsprogramm »Hochleistungsfertigungsverfahren für die Produkte von Morgen« gefördert (Förderzeichen: 2PN2230).
Projektpartner
- Carl Zeiss Optotechnik GmbH, Neubeuern
- Fraunhofer-Institut für Produktionstechnologie IPT, Aachen
- H.G. Ridder GmbH, Hamm
- Kuhmichel GmbH, Ratingen
- Module Works GmbH, Aachen
Weitere Informationen: www.ipt.fraunhofer.de


