Bildquelle HERMLE AG
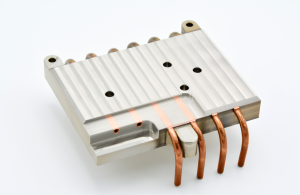
Innovative Kühllösung für Die-Bonding-Geräte: Das MPA-Verfahren (Metallpulver-Auftragung) von HERMLE integriert Kupferelemente und Kühlkanäle in einen Rahmen aus Invar. Damit erreichen Anwender nicht nur eine effektive Temperierung, sondern sind auch vor Leckagen gefeit.
Die-Bonding-Geräte positionieren und befestigen Halbleiterchips auf Substrate oder Träger. Sie ermöglichen eine genaue Platzierung und Verbindung durch verschiedene Techniken wie Thermokompression oder Ultrasonic Bonding. Die herkömmliche Wasserkühlung in den Die-Bonding-Geräten des Herstellers Finetech wies eine Schwachstelle auf: Durch tiefe Bohrungen und Abstopfungen konnte es zu Leckagen kommen. In Kombination mit den hohen elektrischen Strömen des Prozesses stellte dies eine Gefahr für den Anwender dar. Um dieses Risiko auszuschließen, entwickelte HERMLE eine sichere und effiziente Lösung auf Basis von Kupfer-Heatpipes, die zuverlässig Wärme ableiten.
HERMLE baute den Kühlrahmen aus der Eisen-Nickel-Legierung Invar in mehreren Schritten auf. Zunächst wurden die Kupfer-Heatpipes in den vorgefrästen Rahmen eingepresst. Eine zusätzliche Schicht aus additiv auf die Heatpipes aufgetragenem Kupfer gewährleistet dabei eine optimale thermische Verbindung. Anschließend versiegelte die MPA-Maschine den Rahmen mit einer Invar-Deckschicht. Das dabei eingesetzte Kaltgasspritzen kann Materialien mit unterschiedlichen Schmelzpunkten verbinden, ohne empfindliche Bauteile wie die Heatpipes zu beschädigen. Weiterlesen









