Das Werkzeugmaschinenlabor hat innerhalb der Forschungsinitiative „Mittelstand 4.0 Kompetenzzentrum“ einen portablen Demonstrator entwickelt, der die Vision von Industrie 4.0 für die mittelständische Blechumformung greifbar macht. Der Material Scanner (MatS) demonstriert am Beispiel des Feinschneidens, wie durch Verschmelzung der Fertigungs- und Informationstechnik implizites Prozesswissen sichtbar gemacht und zur optimierten Prozessführung genutzt werden kann.
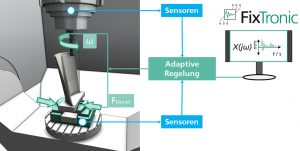
Der Demonstrator besteht aus insgesamt drei Bausteinen: einem Prüfstand zur Simulation feinschneidtypischer Phänomene (a), einer Grafikprozessor-basierten Recheneinheit zur zentralen Verarbeitung von Messdaten (b) und einer drahtlosen grafischen Benutzeroberfläche zur dezentralen Visualisierung von Messdaten (c). Weiterlesen