Schleifen von Titan
Beim Schleifen hochbeanspruchter Bauteile steht neben Produktivität und Maßhaltigkeit zunehmend der Werkstoffzustand der Oberfläche im Fokus. Insbesondere bei Titanlegierungen wie Ti-6Al-4V können die beim Schleifen entstehenden mechanischen und thermischen Belastungen den Randbereich des Bauteils deutlich verändern. Eigenspannungen gelten dabei als wichtiger Indikator für die Prozessbedingungen und die resultierende Bauteilqualität. Neben Werkzeug und Prozessparametern wird in der Praxis häufig dem eingesetzten Kühlschmierstoff eine entscheidende Rolle zugeschrieben. Viele Schmierstoffe enthalten Additive, die Reibung reduzieren und Verschleiß verhindern sollen. Gleichzeitig ist jedoch oft unklar, unter welchen Prozessbedingungen diese Additive tatsächlich wirksam werden.
Am Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover wurde daher eine Versuchsmethodik entwickelt, mit der sich der Einfluss verschiedener Kühlschmierstoffe unter reproduzierbaren Randbedingungen untersuchen lässt. Anhand von Schleifversuchen an der Titanlegierung Ti-6Al-4V wird untersucht, welchen Einfluss unterschiedliche Ölformulierungen auf Prozesskräfte und insbesondere auf die resultierenden Werkstoffzustände haben.
Versuchsansatz
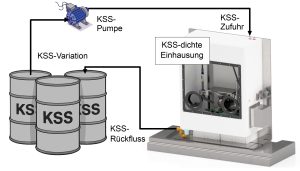
Die Untersuchungen wurden an einer CNC-Flachschleifmaschine durchgeführt. Ein separater Kühlschmierstoffkreislauf ermöglicht dabei den Austausch verschiedener Öle, ohne den übrigen Versuchsaufbau zu verändern. Als Werkstoff kam die Titanlegierung Ti-6Al-4V zum Einsatz. Diese Legierung wird unter anderem in der Luft- und Raumfahrt sowie in der Medizintechnik verwendet und gilt aufgrund ihrer geringen Wärmeleitfähigkeit als anspruchsvoll zu bearbeiten. Für die Versuche wurden zwei Schleifscheiben mit identischer Spezifikation eingesetzt, die sich lediglich in der Bindungsart unterschieden: eine metallisch gebundene Diamantscheibe mit Cu/Sn-Bindung sowie eine keramisch gebundene Schleifscheibe.
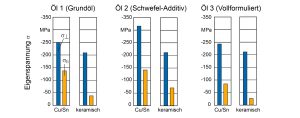
Untersucht wurden drei unterschiedliche Kühlschmierstoffe:
• ein mineralisches Grundöl ohne Additive
• ein Grundöl mit schwefelhaltigem EP-Additiv
• sowie ein vollformulierter Kühlschmierstoff mit verschiedenen Additivkomponenten
Die Prozessparameter wurden bewusst konstant gehalten, um Unterschiede im Prozessverhalten möglichst eindeutig auf den Schmierstoff zurückführen zu können.
Einfluss auf Werkstoffzustände
Schleifen von Titan
Zur Bewertung des Werkstoffzustands wurden insbesondere die oberflächennahen Eigenspannungen untersucht. Diese gelten als wichtiger Indikator für die mechanische und thermische Belastung während des Schleifprozesses. Während Druckeigenspannungen im Randbereich häufig vorteilhaft wirken, erhöhen Zugeigenspannungen die Gefahr von Rissbildung und Bauteilversagen. Die Messergebnisse zeigen, dass beim Schleifen mit beiden Werkzeugvarianten Druckeigenspannungen im Werkstück entstehen. Allerdings unterscheiden sich deren Ausprägungen in Abhängigkeit von der eingesetzten Schleifscheibenbindung.
Beim Einsatz der keramisch gebundenen Schleifscheibe fallen die gemessenen Druckeigenspannungen insgesamt geringer aus als bei der metallischen Cu/Sn-Bindung. Dieses Verhalten steht im Zusammenhang mit den während des Prozesses auftretenden mechanischen Belastungen. Höhere Schleifkräfte führen in der Regel zu einer stärkeren plastischen Verformung der Randzone und damit zu höheren Druckeigenspannungen. Die geringeren Eigenspannungen bei der keramischen Bindung deuten daher auf ein insgesamt niedrigeres Kraftniveau während des Schleifprozesses hin. Ein wesentlicher Grund dafür liegt in der Struktur der Bindung. Keramische Schleifscheiben besitzen eine höhere Porosität, wodurch sowohl der Spanabtransport als auch die Kühlschmierstoffzufuhr in die Kontaktzone verbessert werden. Dadurch wird die Reibung im Eingriffsbereich reduziert. Bei der metallischen Cu/Sn-Bindung ist die Struktur deutlich dichter. Dies kann zu einem erhöhten Kontakt zwischen Werkstück und Bindungsmatrix führen, wodurch die Reibung und damit auch die mechanische Belastung im Prozess ansteigen.
Rolle des Kühlschmierstoffs
Der direkte Einfluss der untersuchten Ölformulierungen auf den Prozess erwies sich in den Versuchen als gering. Weder das Grundöl noch das mit Schwefel additivierte Öl führten zu signifikanten Veränderungen der gemessenen Eigenspannungen. Auch der vollformulierte Kühlschmierstoff zeigte im betrachteten Prozessfenster keine eindeutigen Vorteile. Grundsätzlich erfüllen Kühlschmierstoffe beim Schleifen jedoch mehrere zentrale Aufgaben. Sie unterstützen ebenso bei der Kühlung und tragen zum Abtransport der entstehenden Späne bei. Diese grundlegenden Wirkungen waren in den Versuchen unabhängig von der konkreten Ölformulierung gegeben. Die geringen Unterschiede zwischen den untersuchten Ölen lassen sich daher vor allem auf die Wirkmechanismen der enthaltenen Additive zurückführen. Viele dieser Additive werden erst unter höheren Temperaturen und Drücken aktiv, wenn chemische Reaktionen mit der Werkstückoberfläche stattfinden. Unter den gewählten Prozessbedingungen waren die thermischen und mechanischen Belastungen offenbar zu gering, um diese Mechanismen auszulösen. Unterschiede zwischen den Schmierstoffen werden daher nicht zwangsläufig unter allen Schleifbedingungen sichtbar.
Einordnung der Ergebnisse
Für die Praxis lässt sich aus den Untersuchungen ableiten, dass der Einfluss des Kühlschmierstoffs im Schleifprozess differenziert betrachtet werden muss. Im betrachteten Prozessfenster erwies sich die Schleifscheibenbindung als dominanter Einflussfaktor, während die Unterschiede zwischen den getesteten Ölformulierungen gering ausfielen. Gleichzeitig zeigen die Ergebnisse, dass eine Bewertung von Kühlschmierstoffen nur unter klar definierten und reproduzierbaren Randbedingungen sinnvoll möglich ist. Die entwickelte Methodik erlaubt eine systematische Betrachtung des Einflusses von Schmierstoffen auf den Schleifprozess und kann als Grundlage für vergleichbare Untersuchungen unter definierten Prozessbedingungen dienen.
Gefördert durch die Deutsche Forschungsgemeinschaft (DFG) – Projektnummer 394563137 – SFB 1368. Ebenso danken wir für die Förderung und Unterstützung der Sieglinde-Vollmer-Stiftung sowie der Firma Blaser Swisslube.
Autoren:
Berend Denkena, Benjamin Bergmann, Michael Zenger


