
Bild 1: Prozesskette zur Herstellung partikelverstärkter Drähte mittels Walzengranulierung und
Temconex®-Extrusion
Vollstanznieten sind grundlegende mechanische Verbindungselemente zum Fügen von Strukturen [1]. Partikelverstärkte Aluminiumniete erweitern die Einsatzgrenzen zu höheren Festigkeiten, ohne die Vorteile von Aluminium – geringes Gewicht, hohe Korrosionsbeständigkeit und bessere Recycelbarke.
1. Schüttgutaufbereitung
2. Temconex®-Extrusion
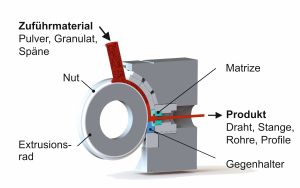
Bild 2: Temconex®-Schema: Extrusionsrad und
Werkzeugschuh bilden einen Extrusionskanal,
zugeführtes Metallpulver verschweißt aufgrund
von Reibung ohne Aufschmelzen und wird zu
einem Draht extrudiert.
Mit dem kontinuierlichen Pulverstrangpressen (Temconex®-Technologie auf Basis von Conform™) können metallische Schüttgüter in variabler Form (Pulver, Späne, Granulate) direkt in endlose Halbzeuge (Drähte, Profile, Stangen) umgearbeitet werden, ohne Schmelzenergie einzusetzen [2]. Durch den Wegfall von Bolzenherstellung und -aufheizen wird die Prozesskette gegenüber konventionellen Verfahren deutlich verkürzt und der Energieaufwand reduziert. Der Temconex®-Prozess bietet daher ein
Partikelverstärkte Vollstanzniete
1. Nietauslegung und Nietherstellung
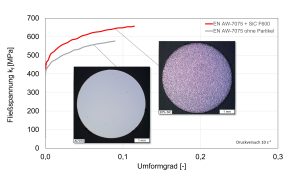
Bild 3: Fließkurven EN AW-7075 T6 ohne und mit 20 Vol-% SiC Partikelverstärkung und Makroschliffe
Temconex®-Halbzeug
Experimentelle Nietsetzversuche wurden mit einem TOX® TE-X 80.250.351 Nietsystem (Fügeschwindigkeit 20 mm/s) durchgeführt. Eine konventionelle, für Stahl entwickelte Nietgeometrie führt beim Einsatz mit partikelverstärktem Aluminium zu starker axialer Stauchung sowie ausgeprägten plastischen Verformungen der Ringnuten. Zwar ist ein vollständiges Durchstanzen von EN AW-6014 T4-Blechen (2 mm) möglich, die geometrische Stabilität des Niets ist jedoch eingeschränkt [8]. Auf Basis der Druckeigenschaften des Halbzeugs werden ausgehend von einem Standardvollstanzniet maßgeschneiderte Geometrien simulativ ausgelegt. Eine Verlängerung des Nietfußes reduziert die axiale Belastung während der Durchstanzphase. Zusätzlich werden die lokalen Druckspannungen durch Anpassung der Nutgeometrie verbessert, indem die obere Nut entfernt und die Nutradien vergrößert werden. Ein Radius von 0,20 mm reduziert Spannungsüberhöhungen deutlich, ohne den Formschluss zu beeinträchtigen. Die optimierte Nietgeometrie zeigt eine geringere Stauchung und reduzierte plastische Dehnungen bei gleichbleibender Verbindungsqualität (Bild 4) [8]. Der optimierte Vollstanzniet wird spanend durch Drehen hergestellt. Der partikelverstärkte Aluminiumwerkstoff zeigt aufgrund der Hartpartikel einen günstigen Spanbruch, erfordert jedoch den Einsatz von Diamantwerkzeugen.
2. Qualifizierung und Einsatz der Niete
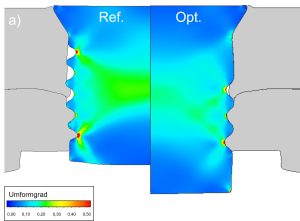
Bild 4: a) Simulierte Fügeverbindungen aus
EN AW-7075 + SiC für Referenz- und optimierte
Geometrie
Zur Qualifizierung wurden quasistatische und zyklische Tragfähigkeitsuntersuchungen unter Kopf- und Scherzug durchgeführt und mit Stahlnieten verglichen. Grundlage ist das LWF-KS2-Prüfkonzept [9] mit beidseitigen Aluminiumfügeteilen (EN AW-6014; s = 2,0 mm) und fünf Wiederholungen. In quasistatischen Versuchen zeigen beide Verbindungen eine ähnliche Steifigkeit. Die maximale Tragfähigkeit der Aluminiumniete ist jedoch um 15–18 % geringer, bei gleichzeitig deutlich reduzierter plastischer Verformbarkeit (bis zu −74 %). Ursache ist das Versagensverhalten: Beim Aluminiumniet tritt ein Ausknöpfen des Nietkopfes auf, während die Stahlnietverbindung überwiegend im Fügeteil versagt. Dadurch ermöglicht der Stahlniet größere Verformungswege und eine höhere Energieaufnahme (ca. +50 %). Im Dauerschwingversuch (Kopfzug, R = 0,1, f = 64 Hz) zeigt sich ebenfalls eine geringere zyklische Tragfähigkeit des Al-Niets (ca. 0,50 kN) im Vergleich zum Stahlniet (ca. 0,54 kN) sowie eine höhere Streuung. Die Dauerfestigkeit liegt bei etwa 0,50 kN (Al) bzw. 0,54 kN (Stahl). Insgesamt lassen sich mit partikelverstärkten Aluminiumnieten tragfähige und robuste Verbindungen herstellen, die artreine und kreislauffähige Lösungen für den Leichtbau ermöglichen.


