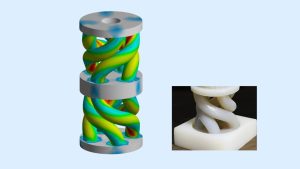
Das Modell zeigt die spiralförmige Verformung des Metamaterials. Dank dieses Mechanismus lässt sich eine große Menge Energie speichern, ohne dass es zu Brüchen kommt. (Abbildungen: IAM, KIT / Collage: Anja Sefrin, KIT)
Mechanische Metamaterialien mit hoher elastischer Energiedichte hat ein am Karlsruher Institut für Technologie (KIT) koordiniertes internationales Team von Forschenden entwickelt. Dank stark verdrehter Stäbe, die sich spiralförmig verformen, weisen sie eine hohe Steifigkeit auf und können große Mengen elastischer Energie aufnehmen und wieder abgeben.
Ob Federn zur Energieaufnahme, Puffer für die Energiespeicherung, aber auch flexible Strukturen in der Robotik oder in energieeffizienten Maschinen: Viele Technologien erfordern eine mechanische Energiespeicherung. Dabei wird kinetische Energie, also Bewegungsenergie, oder entsprechende mechanische Arbeit so in elastische Energie umgewandelt, dass sie bei Bedarf wieder vollständig freigesetzt werden kann. Zentrale Kenngröße dafür ist die Enthalpie – die Energiedichte, die sich in einem Materialelement speichern und zurückgewinnen lässt. Peter Gumbsch, Professor für Werkstoffmechanik am Institut für Angewandte Materialien (IAM) des KIT, erklärt die Herausforderung, eine möglichst hohe Enthalpie zu erreichen: „Die Schwierigkeit besteht darin, widersprüchliche Eigenschaften zu kombinieren: hohe Steifigkeit und große rückstellbare Verformung bei limitierter Festigkeit.“ Weiterlesen

 Ein kräftiges Lila und ein sattes Grün – das sind die Farben, an denen man die innovativen Kompaktschleifteller der PG Easy Familie von LUKAS-ERZETT auf den ersten Blick erkennt. Und wer einmal damit gearbeitet hat weiß, für welche herausragenden Eigenschaften diese Kompaktschleifteller stehen. Zum Beispiel beeindruckende Abtragswerte, eine lange Lebensdauer, niedriger Kraftaufwand, weniger Werkzeugwechsel und nicht zuletzt eine optimierte Werkzeuggeometrie, die einen präzisen Gleichlauf des Kompaktschleiftellers sowie maximalen Komfort in der Anwendung ermöglicht.
Ein kräftiges Lila und ein sattes Grün – das sind die Farben, an denen man die innovativen Kompaktschleifteller der PG Easy Familie von LUKAS-ERZETT auf den ersten Blick erkennt. Und wer einmal damit gearbeitet hat weiß, für welche herausragenden Eigenschaften diese Kompaktschleifteller stehen. Zum Beispiel beeindruckende Abtragswerte, eine lange Lebensdauer, niedriger Kraftaufwand, weniger Werkzeugwechsel und nicht zuletzt eine optimierte Werkzeuggeometrie, die einen präzisen Gleichlauf des Kompaktschleiftellers sowie maximalen Komfort in der Anwendung ermöglicht.  München, 30.01.2025. Automatisierung, Digitalisierung, Effizienzsteigerung und Künstliche Intelligenz: Das sind aktuelle Trendthemen der Intralogistik. Adressiert werden sie auf der LOGISTICS & AUTOMATION in Dortmund (7.-8. Mai 2025) und vier Wochen später in Hamburg (3.-4. Juni 2025) – jeweils gemeinsam mit der EMPACK und in Hamburg erstmals auch mit der aaa all about automation. Die Besucher können an beiden Standorten eine ebenso entspannte wie interessante Fachmesse mit hohem Praxisbezug erwarten – und sie werden einen aktuellen Überblick über die gesamte Wertschöpfungskette der Intralogistik gewinnen.
München, 30.01.2025. Automatisierung, Digitalisierung, Effizienzsteigerung und Künstliche Intelligenz: Das sind aktuelle Trendthemen der Intralogistik. Adressiert werden sie auf der LOGISTICS & AUTOMATION in Dortmund (7.-8. Mai 2025) und vier Wochen später in Hamburg (3.-4. Juni 2025) – jeweils gemeinsam mit der EMPACK und in Hamburg erstmals auch mit der aaa all about automation. Die Besucher können an beiden Standorten eine ebenso entspannte wie interessante Fachmesse mit hohem Praxisbezug erwarten – und sie werden einen aktuellen Überblick über die gesamte Wertschöpfungskette der Intralogistik gewinnen.