Um den Anforderungen des Klimaschutzes und der Ressourceneffizienz gerecht zu werden, ist es erforderlich, die Entwicklung intelligenter Leichtbaukonzepte voranzutreiben. Perspektivisch soll der Einsatz nachwachsender Rohstoffe wie Holz gesteigert werden und auch mit konventionellen Leichtbauwerkstoffen wie Aluminium kombiniert werden. Dafür müssen neuartige Fügeverfahren entwickelt werden, beziehungsweise existierende Verfahren für die Herausforderungen des Fügens von nachwachsenden Rohstoffen modifiziert werden.
Nahezu alle konventionellen Holzfügeverfahren besitzen den entscheidenden Nachteil, dass zur Verbindungsherstellung zusätzliche Hilfsmittel eingebracht werden müssen (Schraube, Nagel, Klebstoff etc.). Im Gegensatz dazu steht das Flach-Clinchen. Bei diesem mechanischen Fügeverfahren wird eine form- und kraftschlüssige Verbindung durch die gezielte Umformung der Fügepartner erzeugt. Das Umformen von Holz bzw. Holzwerkstoffen stellt hierbei eine besondere Herausforderung dar, da Holz aufgrund der strukturellen Anisotropie (Orthotropie) zum Teil stark differierende Materialeigenschaften in den drei Raumrichtungen (longitudinal, radial und tangential) aufweist und nur begrenzte Fließeigenschaften besitzt [1]. Trotz der geringen Duktilität der Holzwerkstoffe bietet das Flach-Clinch-Verfahren die Möglichkeit, hybride Verbindungen aus Holz und Metall in einem einstufigen Prozess umformtechnisch herzustellen.
Die Ansprüche an die Oberflächenbeschaffenheit von Bauteilen steigen stetig. Aufgrund der charakteristischen matrizenseitigen Erhabenheit beim konventionellen Clinchen ist der Einsatz des Verfahrens z. B. an Funktionsflächen oder im Sichtbereich beschränkt. Im Gegensatz zum konventionellen Clinchen besitzt das Flach-Clinchen einen entscheidenden Vorteil. Das an der Technischen Universität Chemnitz entwickelte und patentierte Flach-Clinch-Verfahren (DE000010130726C2 und DE102009023717B4) ermöglicht die Herstellung einer einseitig vollständig ebenen Verbindung. Dazu wurde die formgebende Matrize des konventionellen Clinchens durch einen ebenen Amboss ersetzt, wodurch die Ausbildung der matrizenseitigen Erhabenheit vermieden wird. Die für mechanische Fügeverbindungen typische Ausbildung einer form- und kraftschlüssigen Verbindungscharakteristik zeigt sich somit beim Flach-Clinchen innerhalb der Materialebene. Die geometrischen Kenngrößen für das Flach-Clinchen sind der Hinterschnitt f, die Halsdicke tn, die Restbodendicke tb, sowie die Verbindungsgeometrie (s. Abbildung 1). Die Ausbildung des Hinterschnittes f erfolgt, indem der stempelseitige Werkstoff hinter den ambossseitigen Werkstoff fließt. Hierbei entsteht eine mechanische Verklammerung und somit eine form- und kraftschlüssige Verbindung zwischen den Fügeteilen [2].
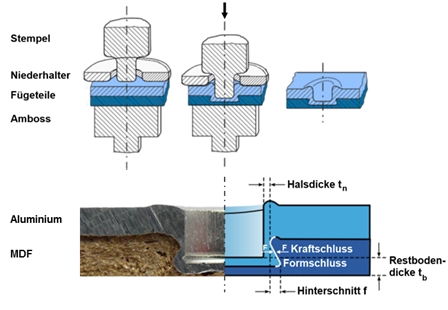
Abbildung 1: Schematische Darstellung zur Herstellung einer Flach-Clinch-Verbindung
Ursprünglich wurde das Flach-Clinchen für die Herstellung von Metall-Metall-Verbindungen entwickelt. So ist es mit diesem Verfahren möglich, Bleche aus Aluminium (z. B. Al99,5), Aluminiumlegierungen (z. B. AlMg3) und/oder Stahl (z. B. DC04) zu fügen. In anschließenden Forschungsprojekten wurde das Materialspektrum um Kunststoffe (z. B. PA, PBT) und Kartonage (z. B. Wellpappe) erweitert. Im Fokus aktueller Arbeiten stehen das Flach-Clinchen mit einer zusätzlichen Klebstoff-Zwischenschicht und das Flach-Clinchen von Metall-Holz-Verbindungen.
Die Herstellung der Flach-Clinch-Verbindung erfolgte mittels einer universellen C-Bügel-Ständermaschine (Eckold DFG 500/150E). Die Maschine verfügt über eine Gesamtfügekraft von 150 kN und bietet die Möglichkeit, den Niederhalter mithilfe eines Hydraulikaggregats separat anzusteuern, während der Stempelhub elektromechanisch erfolgt. In Abhängigkeit der jeweiligen Werkstoffdicken- und Materialkombination werden speziell angepasste Werkzeuggeometrien eingesetzt. So kann der Stempeldurchmesser zwischen 3 mm und 9 mm variiert werden. Des Weiteren wurden für den Niederhalter verschiedene Stirngeometrien entwickelt, die auf den jeweiligen Anwendungsfall angepasst sind.
Flach-Clinchen von Holzwerkstoffen
Der nachwachsende Rohstoff Holz ist ein orthotroper Werkstoff, dessen Materialeigenschaften längs und quer zur Faserrichtung starke Unterschiede aufweisen. Im Herstellungsprozess von hybriden Flach-Clinch-Verbindungen wirkt sich dies in Form einer richtungsabhängigen Hinterschnittausbildung aus. Daher ist der Hinterschnitt als repräsentatives Maß für die Verbindungsqualität nicht ausreichend, sodass in diesem Fall die Lösekraft im Scherzug- und Kopfzugversuch zusätzlich zur Charakterisierung der Verbindungsfestigkeit herangezogen wird.
Neben dem orthotropen Vollholz Kiefer wurden Furnierholz- und Faserholzwerkstoffe untersucht, die aufgrund ihrer Herstellung ein quasiisotropes bzw. isotropes Materialverhalten aufweisen. Dabei wurden Furniersperrhölzer aus Birke und Pappel verwendet, welche aus mehreren orthogonal verleimten Furnierlagen bestehen. Stellvertretend für die Klasse der Holzfaserwerkstoffe wurden Mitteldichte Faserplatten (MDF) und Hartfaserplatten (HF) verwendet. Diese weisen aufgrund der Herstellung aus nicht orientierten Holzfasern ein nahezu isotropes Materialverhalten auf. Als stempelseitiges Werkstück wurde Aluminium (Al99,5) mit einer Blechdicke von s = 1,5 mm verwendet. Die 3 mm bis 5 mm starken Holzwerkstoffe stellten das ambossseitige Werkstück dar.
Mittels Mikrohärtemessungen wurde nachgewiesen, dass die Orthotropie des Vollholzes Kiefer neben der Hinterschnittausbildung auch die Verfestigung der Aluminiumkomponente während des Flach-Clinch-Prozesses beeinflusst. Anhand von Querschnitten längs und quer zur Faserorientierung des Kieferholzes konnte eine Abweichung der Härtewerte von 16 % ermittelt werden. Bei MDF hingegen wurde dieser Effekt aufgrund des isotropen Materialverhaltens nicht festgestellt.
Einfluss des Stempeldurchmessers auf die Verbindungsfestigkeit
Der Stempeldurchmesser wurde von dSt = 3 mm bis dSt = 9 mm variiert und die verwendeten Niederhalter wiesen jeweils einen Kantenradius von r = 2 mm auf. Die Holzwerkstoffe wurden bei Raumtemperatur gelagert und gefügt sowie in diesem Zustand der Scherzug- und Kopfzugprüfung unterzogen.
Die Untersuchungen zeigten, dass der Stempeldurchmesser dSt = 9 mm unter den gewählten Bedingungen ungeeignet ist, da es aufgrund der erhöhten radialen Druckspannungen zum Versagen der Holzwerkstoffe kam und somit keine hybride Flach-Clinch-Verbindung herstellbar war. Daher wurden zur Quantifizierung der Verbindungsfestigkeit im Scherzug- und Kopfzugversuch nur die Stempeldurchmesser dSt = 3 mm, dSt = 5 mm und dSt = 7 mm herangezogen (s. Abbildung 2).
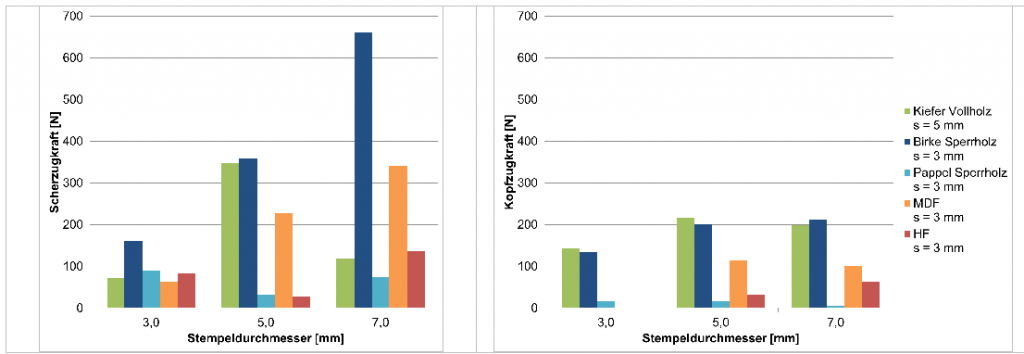
Abbildung 2: Einfluss des Stempeldurchmessers auf die Verbindungsfestigkeit
Die besten Ergebnisse wurden bei Flach-Clinch-Verbindungen von Aluminium und Birkensperrholz, gefolgt von den Verbindungen aus Aluminium und MDF erzielt. In beiden Fällen konnte im Scherzugversuch bei größeren Stempeldurchmessern eine Erhöhung der Maximalkraft festgestellt werden. Für die übrigen Werkstoffkombinationen konnte diese Abhängigkeit nicht nachgewiesen werden. Des Weiteren war die Abhängigkeit auch im Kopfzugversuch nicht eindeutig nachweisbar.
Einfluss der Niederhaltergeometrie auf die Verbindungsfestigkeit
In den anschließenden Versuchen wurden die Niederhalterkonturen bei identischem Stempeldurchmesser von dSt = 5 mm variiert. Dazu wurden neben dem bereits verwendeten Niederhalter mit Kantenradius r = 2 mm auch die Niederhalterkonturen Ringzacke und Materialflussbegrenzer verwendet (s. Abbildung 3).
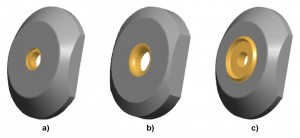
Abbildung 3: Verwendete Niederhalterkonturen; a) Kantenradius; b) Ringzacke; c) Materialflussbegrenzer
Wie in Abbildung 4 dargestellt, wurden im Scherzugversuch unabhängig vom Holzwerkstoff die besten Ergebnisse bei Verwendung des Niederhalters mit Ringzacke erzielt. Dies ist durch die Ausbildung eines sekundären Formschlusses im Bereich der Ringzacke begründet, welcher zur Steigerung der Verbindungsfestigkeit beiträgt.
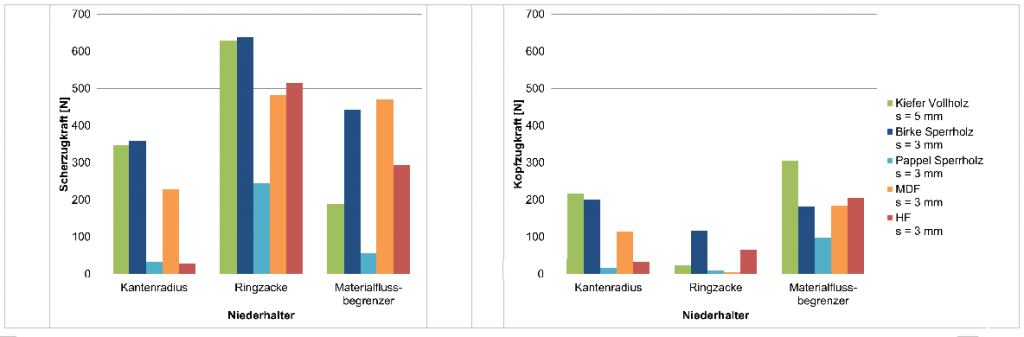
Abbildung 4: Einfluss der Niederhaltergeometrie auf die Verbindungsfestigkeit
Holzfeuchte während des Fügens
Holz ist ein hygroskopischer Werkstoff und nimmt durch Adsorption Wasser aus der Luft auf bzw. gibt es durch Desorption ab. Aufgrund der Hygroskopie sind die mechanischen Eigenschaften der Holzwerkstoffe von deren Feuchtegehalt abhängig [1]. Um den Einfluss des Feuchtegehaltes während des Fügens auf die Festigkeit der Flach-Clinch-Verbindung zu verifizieren, war dem Fügeprozess eine Konditionierung vorangestellt. Die Holzwerkstoffe wurden in einer Klimakammer (Memmert HPP 110) einem konstanten Klima mit einer relativen Luftfeuchtigkeit von 30 % bis zu 90 % ausgesetzt, sodass eine Anpassung des Feuchtegehaltes bis zur Einstellung des Sorptionsgleichgewichtes erfolgte.
Die Flach-Clinch-Verbindungen wurden mit einem zylindrischen Stempel (dSt = 5 mm) und einem Niederhalter mit Kantenradius hergestellt. Nach einer Auslagerung unter Normklima erfolgte die Quantifizierung der Festigkeit der hybriden Verbindungen in Kopfzug- und Scherzugversuchen. Abbildung 5 zeigt eine Gegenüberstellung der Verbindungsfestigkeiten der Aluminium-Holz-Verbindungen auf Basis der im Kopfzugversuch ermittelten Lösekräfte in Abhängigkeit der Holzfeuchte während des Flach-Clinch-Prozesses.
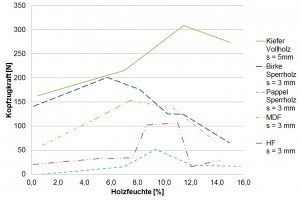
Abbildung 5: Maximale Lösekraft im Kopfzugversuch in Abhängigkeit der Holzfeuchte
Signifikant ist der qualitative Festigkeitsverlauf in Abhängigkeit des Feuchtegehaltes. Bei allen Werkstoffkombinationen steigt die erforderliche Lösekraft, ausgehend vom darrtrockenen Zustand bis zu einem Maximum an und fällt anschließend bei weiterer Erhöhung der Holzfeuchte wieder ab. Dementsprechend existiert für die einzelnen Holzwerkstoffe ein Feuchtegehalt, der während des Flach-Clinch-Prozesses zu einem optimalen Fügeergebnis hinsichtlich der Verbindungsfestigkeit führt [3]. Die maximale Verbindungsfestigkeit wurde bei der Kombination von Aluminium und Kiefer erzielt.
Quellung und Schwindung
Die Hygroskopie der Holzwerkstoffe beeinflusst jedoch nicht nur den Herstellungsprozess, sondern wirkt sich auch im gefügten Zustand auf die Flach-Clinch-Verbindung aus Holz und Metall aus. Hierzu wurden zur Gewährleistung der Vergleichbarkeit alle Proben unter Normklima, bei einer Temperatur von T = 20 °C und einer relativen Luftfeuchtigkeit von RH = 65 % gefügt und zur Quantifizierung der Verbindungsfestigkeit einer Scherzug- bzw. Kopfzugprüfung unterzogen. Um den Einfluss der Quellung und Schwindung infolge der Wasseradsorption bzw. -desorption zu analysieren, erfolgte die Zugprüfung in drei differierenden Zuständen. Als Referenz diente hierzu die Prüfung unter Normklima, das heißt im Herstellungszustand. Um den Einfluss der Adsorption auf die Festigkeit der Verbindung zu analysieren, wurden die Metall-Holz-Verbindungen in einer Klimakammer für 24 h einem Feuchtklima ausgesetzt (T = 20 °C, RH = 90 %) und in diesem Zustand geprüft. Zur Untersuchung des Desorptionseinflusses wurden die gefügten Proben in einem Kammerofen getrocknet, bis ein nahezu darrtrockener Zustand erreicht wurde. Das heißt, dass die Holzwerkstoffe während der Zugprüfung einen minimalen Feuchtegehalt aufwiesen.
Im Scherzug- und Kopfzugversuch konnte nachgewiesen werden, dass sich sowohl Desorption als auch Adsorption bei den untersuchten Holzwerkstoffen negativ auf die Festigkeit der Flach-Clinch-Verbindung auswirken. Es wurde deutlich, dass die Festigkeit der hybriden Verbindungen unter Normklima für alle Holzwerkstoffe ein Maximum aufwies. Sowohl durch Konditionierung im Feuchtklima als auch durch die Darrtrocknung wurde im Scherzugversuch eine Reduktion der Verbindungsfestigkeit nachgewiesen. Die Festigkeit der Aluminium-Kiefer-Verbindungen sank um ca. 20 %, bei Birkensperrholz um ca. 40 % und bei MDF um ca. 60 %.
Eine Ausnahme konnte jedoch im Kopfzugversuch bei den Aluminium-MDF-Verbindungen festgestellt werden. In diesem Fall wurde die Verbindungsfestigkeit durch die Darrtrocknung um ca. 100 % gesteigert. Dies ist durch die Herstellung und die Zusammensetzung des Werkstoffes MDF begründet, da nicht nur die Holzfasern sondern vor allem die Matrix die Festigkeit des Werkstoffes bestimmen.
Das Flach-Clinch-Verfahren ermöglicht die umformtechnische Herstellung von Metall-Holz-Verbindungen ohne zusätzliche Hilfsfügeelemente. Anhand von Scherzug- und Kopfzugversuchen wurde der Einfluss der Werkzeuggeometrie (Stempeldurchmesser und Niederhalterkontur) auf deren Verbindungsfestigkeit charakterisiert. Durch die Konditionierung der Holzwerkstoffe konnte die Abhängigkeit der Verbindungsfestigkeit vom Feuchtegehalt der Holzwerkstoffe nachgewiesen werden sowie optimale Prozessparameter detektiert werden. Aufgrund der Hygroskopie der Holzwerkstoffe beeinflusst die Holzfeuchte sowohl den Flach-Clinch-Prozess als auch die Festigkeit der gefügten Metall-Holz-Verbindung infolge von Wasserdesorption und Wasseradsorption nach dem Herstellungsprozess.
Danksagung
Das Forschungsvorhaben wurde im Rahmen des SPP 1640 „Fügen durch plastische Deformation“ mit Mitteln der Deutschen Forschungsgemeinschaft (DFG) finanziert. Für diese Förderung danken die Autoren.
Autoren
M. Sc. Stephan Lüder, Dipl.-Ing. Thoralf Gerstmann, Dr.-Ing. Sebastian Härtel, Dr.-Ing. Carolin Binotsch, Prof. Birgit Awiszus
Technische Universität Chemnitz
Fakultät Maschinenbau
Institut für Werkzeugmaschinen und Produktionsprozesse (IWP)
Professur Virtuelle Fertigungstechnik
Reichenhainer Str. 70, D-09126 Chemnitz
Tel. +49 (0)371 / 531-33819
Fax +49 (0)371 / 531-833819
E-Mail: stephan.lueder@mb.tu-chemnitz.de
Internet: www.tu-chemnitz.de/mb/vif/
Fachartikel zum Thema Verbindungstechnik aus Werkstoffe in der Fertigung 4/2015
Literatur
[1] Wagenführ, A.; Scholz, F.: Taschenbuch der Holztechnik. Leipzig: Hanser-Verlag 2008
[2] Beyer, U.: Multi-Material-Fügen mittels Flach-Clinch-Technologie. Auerbach: Verlag Wissenschaftliche Scripten 2012
[3] Lüder, S.; Härtel, S.; Binotsch, C.; Awiszus, B.: Influence of the moisture content on flat-clinch connection of wood materials and aluminium. Journal of Materials Processing Technology 214 (2014), pp. 2069-2074


