
© Werner Koch Maschinentechnik GmbH
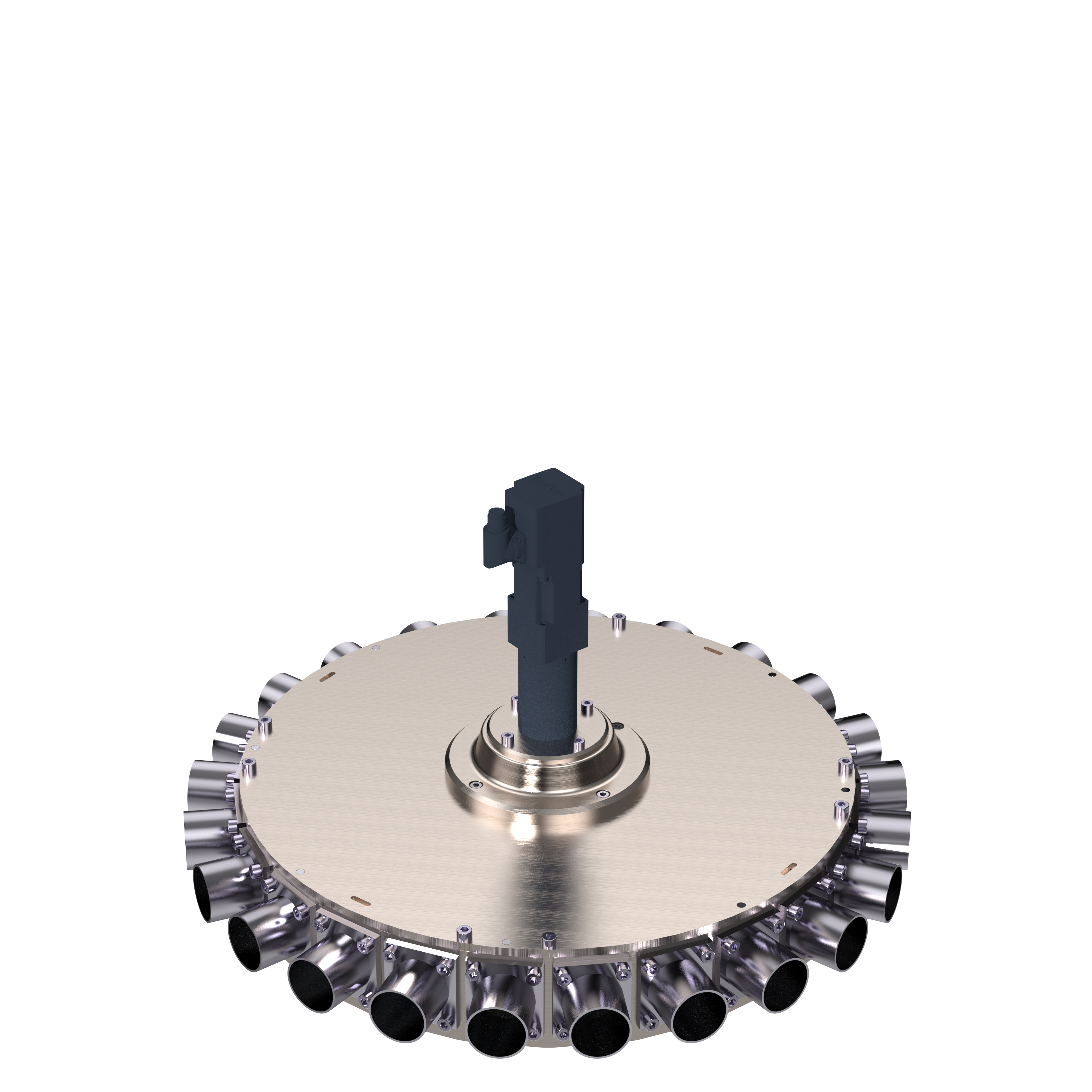
Der neue von Koch patentierte Pilot wurde auf der Fakuma 2024 vorgestellt. Neben den sehr moderaten Anschaffungskosten besticht der Pilot durch sein kompaktes Erscheinungsbild, wodurch er nur wenig Platz in Anspruch nimmt und Ihnen die Möglichkeit gibt, flexibel zu agieren.
Der vollautomatische Pilot garantiert Ihnen eine rückstandsfreie Förderung, während er über 24 Anschlüsse verfügt und bis auf 46 Anschlüsse problemlos erweiterbar ist. Das Ganze wird durch eine einfache Bedienung unterstrichen.
Beim neuen IMPULS handelt es sich um eine manuelle Materialverteilung mit integrierter Überwachung. Die mechanische Alternative von Koch-Technik steht der sonst gängigen Lösung RFID in nichts nach und ist die perfekte kostenoptimierte Alternative auf dem Markt. Neben einer zuverlässigen Fehlererkennung, die bereits beim Kuppeln erkennt, ob der Anwender den richtigen Zugang gewählt hat, überzeugt er durch seine geringen Wartungskosten. Auch bei diesem Produkt hat Koch-Technik darauf Wert gelegt, dass der neue IMPULS sich dem Wachstum anpasst und eine Erweiterung problemlos möglich ist.
50 Jahre Werner Koch Maschinentechnik GmbH: Eine Erfolgsgeschichte

© Werner Koch Maschinentechnik GmbH
Im Jahr 2024 feiert die Werner Koch Maschinentechnik GmbH ein bemerkenswertes Jubiläum: 50 Jahre voller Innovation, Engagement und Wachstum in der Kunststoffbranche.
Im Jahr 2010 übernahm KOCH-TECHNIK die Firma FASTI sowie deren Produktportfolio an Kleintrocknern für Kunststoffgranulat.
Die Geschichte von KOCH-TECHNIK ist ein beeindruckendes Beispiel für unternehmerischen Geist und Innovationskraft in der Kunststoffindustrie. Gegründet in den 1970er Jahren, begann das Unternehmen mit einer klaren Spezialisierung auf die Bereiche Dosieren, Mischen und Fördern von Kunststoffmaterialien. Im Jahr 1975 stellte KOCH-TECHNIK als erster Anbieter in der Branche die Flüssigeinfärbung vor.
Mit dem Umzug in eine 200 qm große Industriehalle im Jahr 1979 begann eine Phase des Wachstums. Das Unternehmen konnte seine Produktpalette erweitern, so wurden in diesem Zeitraum die ersten Zentralförderanlagen gebaut. Der erste eigene Messestand auf der K-Messe im Jahr 1980 war ein weiterer Schritt zur Etablierung der Marke KOCH-TECHNIK auf dem internationalen Markt.
In den folgenden Jahren setzte das Unternehmen seinen Wachstumskurs fort. Der Fokus auf den Trocknerbau wurde 1985 neu ausgerichtet, was zu einer weiteren Diversifizierung des Angebots führte.
Ein bedeutender Schritt in der internationalen Expansion war die Eröffnung eines Werks in Ahmedabad, Indien, im Jahr 1994. Diese Joint-Venture-Partnerschaft mit Prasad-Koch Group Ltd. eröffnete neue Märkte und Möglichkeiten für KOCH-TECHNIK.
EKO-N-Trockenlufttrockner:
Der EKO-N-Trockenlufttrockner ist für Ansprüche aller Art in der Kunststofftrocknung geeignet und zeichnet sich vor allem durch seinen besonders tiefen Taupunkt sowie energieeffizienten Umgang mit den Ressourcen aus. Der Trockner arbeitet nachweislich in einem Taupunktfenster von -60°C bis -28°C. Rechnet man den Taupunkt um, so erhält man Werte von 0,011 g H²O/m² (-60°C) bis 0,4 g H²O/m² ( 28°C). Innerhalb dieses Fensters ist es dem Trockner möglich, auch besonders hygroskopische Materialien schonend und schnell zu trocknen, denn eine zu lange Verweilzeit kann die chemischen Strukturen der Materialien schädigen und damit die Verarbeitung verschlechtern sowie die Bruchfestigkeit schädigen und Schlierenbildung fördern. Deshalb verweilen selbst Materialien wie PA6, PA6.6, PA11/12, PETP, PBTP, PET, PI, PMMA und ABS bei gleichmäßig konstanter Trocknung bei Trocknern nur selten über 1-2 Stunden im Trocknungsprozess. Dabei werden hier Werte der Restfeuchtigkeit von 0,01 % bis hin zu 0,005 % erreicht. Das Material wird durch die intelligente ÖKO-Anlagensteuerung selbst noch im Ruhezustand der Anlage weiter getrocknet, ohne dass das Material dabei Schaden nimmt. Eine Übertrocknung des Materials ist ausgeschlossen. Diese Werte werden dabei dank der patentierten ÖKO-Anlagensteuerung, welche vollautomatisch Materialbehälter (von 40 bis über 5.000 l Behältervolumen) vom Trocknungskreislauf entkoppelt, unter höchster Energieeffizienz erreicht. Die Steuerung erkennt automatisch, ob Material gefördert wird und kann so einzelne Behälter unabhängig voneinander autonom vom Trocknungskreislauf entkoppeln. Durch diese Entkopplung der Behälter senkt die Steuerung mit Hilfe der Frequenzregelung die Leistung an den Gebläsen, um so den Trockner auf bis zu 20 % seiner eigentlichen Leistung zu senken. Damit lassen sich nachweislich Energieeinsparungen von 50 %-90 % gegenüber handelsüblichen Trocknern erzielen. Gegenteilig kann selbige Steuerung auch Leistungsspitzen abfangen und die Frequenzregelung bei 60 Hz auf 120 % takten – stets im Bereich des Bauteilschutzes.
Handelsübliche Trockner erzielen meist Taupunkte von -15°C bis -20°C in der Spitze. Dies entspricht einem Wassergehalt von 0,9 g H2O/m³ – 1,4 g H²O/m³ und damit einem Vielfachen des durchschnittlichen Wertes des EKON-Trockners. Dadurch verlängert sich der Trocknungsprozess, was hohe Energiekosten mit sich bringt und die Gefahr von Materialschädigung erhöht.
Drucklufttrockner arbeiten im Gegensatz zum Trockenlufttrockner mit im Kompressor verdichteter Luft, welche teuer in der Herstellung ist. Bei diesen Geräten liegt der Taupunkt konstant bei -18°C bis -20°C (0,9 g H2O/m³). Durch den großen Bedarf an Druckluft steigen die Energiekosten hier schnell. Drucklufttrockner eignen sich daher besonders gut bei kleinen Durchsatzmengen bis ca. 15 kg/h, da diese Behälter eine hohe Flexibilität aufweisen und Materialien auch direkt auf verschiedenen Verarbeitungsmaschinen schneller getrocknet und aufgebaut werden können. Für diese Fälle ist Koch Technik mit der Tochter-Marke FASTI optimal aufgestellt.
Das Prinzip der Rückführung der feuchten Druckluft in den Trocknungsbehälter eines Drucklufttrockners, wie sie teilweise als Neuheit auf dem Markt aufgeführt wird, stellt dabei keine gute Lösung dar. Dabei wird die feuchte Luft aus dem Trockner ständig im Kreislauf wieder in den Behälter geführt. Dadurch nimmt die feuchte Luft immer mehr Feuchtigkeit auf, sodass der Taupunkt immer schlechter wird und sich die Verweilzeit im Ergebnis um das doppelte oder 3-fache verlängert
und zum 50 bis 90% mehr Energie benötigt wird.
Gerade hygroskopische Materialien ziehen schnell Schäden durch die lange Verweilzeit beim Trocknen. Der Taupunkt der Druckluft mit -20°C bis 18°C ist schon an der Grenze dessen, was möglich ist, und sollte nicht weiter verschlechtert werden. Die Trocknung sollte idealerweise direkt an der Verarbeitungsmaschine erfolgen. Das ist wichtig, um die Qualität gewährleisten zu können.
Weitere Informationen


