Untersuchungen zur Analyse des Einflusses des Kühlschmierstoffkonzeptes beim Einlippentiefbohren von thermoplastischen Kunststoffen
von: Prof. Dr.-Ing. Dirk Biermann und Dipl.-Ing. Marko Kirschner
Technische Kunststoffe halten durch ihre einzigartige Vielseitigkeit ihrer Materialeigenschaften gepaart mit einer hohen Ressourcen-, Öko-, Energie und Kosteneffizienz immer stärkeren industriellen Einzug. Dabei finden sich mittlerweile breite Anwendungsfelder im Fahrzeugbau, der Energie-, Mikrosystem- und Medizintechnik sowie im Förderwesen und im allgemeinen Maschinenbau [1,2]. Die Herstellung zahlreicher Produkte aus thermoplastischen Kunststoffen erfolgt mit Hilfe von ur- und umformenden Fertigungsverfahren. Bestehen jedoch gesteigerte Anforderungen an die Maß- und Formtoleranzen sowie die Oberflächengüte der Produkte oder aber handelt es sich um geometrisch komplexere Bauteile in geringen Stückzahlen, rücken spanende Fertigungsverfahren in den Fokus. Diesbezüglich wird aktuell am Institut für Spanende Fertigung (ISF) der Technischen Universität Dortmund in einem von der Deutschen Forschungsgemeinschaft (DFG) geförderten Projekt das Einlippentiefbohren thermoplastischer Kunststoffe näher erforscht. Ein klassisches industrielles Anwendungsbeispiel für das Einlippentiefbohren von technischen Kunststoffen ist die Herstellung von Förder-, Dosier- und Transportschnecken für den Gütertransport im Lagerwesen. Diese Förder-, Dosier- und Transportschnecken werden über die komplette Länge zentrisch mit einer Tiefbohrung versehen und über diese im späteren Einsatz gelagert [3]. Mit Blick auf die Prozessgestaltung spanender Bearbeitungsverfahren stellen dabei insbesondere die extrem niedrigen Schmelz- und Zersetzungstemperaturen eine große Herausforderung dar. Darüber hinaus nimmt beim Einlippentiefbohren die Spanbildung einen wesentlichen Einfluss auf die Prozessstabilität und die resultierende Bohrungsqualität. Die Abfuhr der Späne erfolgt beim Einlippentiefbohren einzig und allein durch den Kühlschmierstoff als Trägermedium und nicht wie beim Wendelbohren durch die zusätzliche Förderwirkung der gewendelten Spannuten nach dem Prinzip der Archimedischen Schraube. Der Kühlschmierstoffmenge und dem Kühlschmierstoffdruck kommen daher beim Einlippentiefbohren von thermoplastischen Kunststoffen mit Blick auf die Abfuhr der Prozesswärme und der an der Werkzeugschneide produzierten Späne eine besondere Bedeutung zu. Die Nassbearbeitung einiger technischer Kunststoffe wie z. B. Polyamid ist jedoch aufgrund der Löslichkeit und Neigung zum Aufquellen problematisch [2]. Zudem werden Prozesse unter konventioneller Kühlschmierstoffversorgung durch den zunehmenden Kostendruck und das Umweltbewusstsein industrieller Unternehmen häufiger kritisch betrachtet. Abhängig vom zu bearbeitenden Werkstück, der Produktionsstruktur und dem Produktionsstandort liegt der prozentuale Anteil für den Einsatz von Kühlschmierstoff (KSS) bei 7 – 17 % der gesamten Fertigungskosten eines Werkstückes. Durch eine Trockenbearbeitung bzw. den Einsatz einer Minimalmengenschmierung (MMS) können große Kostenfaktoren, unter anderem mit Blick auf die Pflege, Überwachung, Wiederaufbereitung und Entsorgung von Kühlschmierstoffen entfallen [4,5]. Ziel dieser experimentellen Untersuchungen ist die Überprüfung, ob die kosten- und umweltbedingten Vorteile der Trockenbearbeitung und der MMS auch beim Einlippentiefbohren von thermoplastischen Kunststoffen genutzt werden können und somit eine Alternative zur Überflutungsschmierung bieten.
Experimentelle Randbedingungen
Die experimentellen Untersuchungen werden auf einem Tiefbohrbearbeitungszentrum der Fa. Ixion vom Typ TLF 1004 durchgeführt. Das Maschinenkonzept wird über einen geschlossenen KSS-Kreislauf samt Druckregulierung mit dem notwendigen Kühlschmierstoff versorgt. Als KSS-Konzepte kommen eine Überflutungs- sowie eine Minimalmengenschmierung jeweils mittels innerer Kühlschmierstoffzufuhr wie auch zur direkten Gegenüberstellung die Trockenbearbeitung zum Einsatz. Dabei wurde die Überflutungsschmierung mit einem KSS-Druck von pKSS = 60 bar und einem Volumenstrom von V = 20 l/min eingesetzt. Bei Einsatz der Minimalmengenschmierung wurde ein Luft-Aerosol-Druck von pMMS = 15 bar und ein Volumenstrom von V = 50 ml/h eingestellt. Die Messung der Zerspankraft und des Bohrmoments erfolgt werkzeugseitig mittels eines 4-Komponenten-Rotationsdynamometers der Firma Kistler. Die Aufnahme des thermischen Belastungskollektivs erfolgte werkstückseitig durch insgesamt sechs Thermoelemente, welche radial in einem Abstand von 0,2 mm zur Bohrungswand eingebracht sind. Bei den Untersuchungen wird das Bohrwerkzeug über eine Bohrbuchse im Anbohrvorgang geführt (Abbildung 1). Die Untersuchungen konzentrieren sich auf einen Werkzeugdurchmesser von d = 12 mm und ein Länge-zu-Durchmesser-Verhältnis von l/D = 30. Der eingesetzte Einlippenbohrer wies einen für diesen Werkzeugdurchmesser üblichen Standardanschliff mit Einstellwinkeln an der Innenschneide von Κ1 = 110° und an der Außenschneide von Κ2 = 60° sowie die Umfangsform G auf [6]. Die Wahl der Schnittdaten basierte auf den Erkenntnissen vorangegangener Untersuchungen. Es wird eine Parameterkombination aus einer Schnittgeschwindigkeit von vc = 100 m/min und einem Vorschub von f = 0,1 mm/U betrachtet.
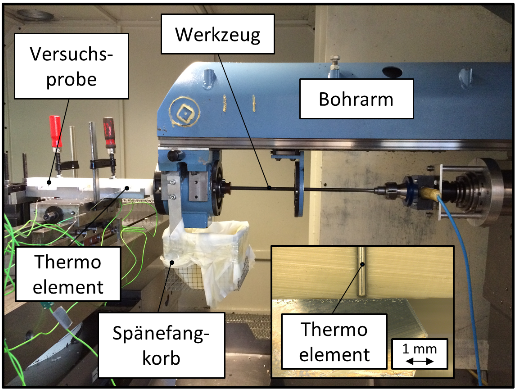
Abbildung 1: Experimenteller Versuchsaufbau
In den Untersuchungen zur Analyse des Einflusses des Kühlschmierstoffkonzeptes auf das thermomechanische Belastungskollektiv beim Einlippentiefbohren von technischen Kunststoffen kam der amorphe Thermoplast Polyethylenterefthalat (PET) zum Einsatz (Tabelle 1). Polyethylenterefthalat kommt aufgrund seiner sehr guten Dimensionsstabilität, der hohen Verschleißbeständigkeit und den vorteilhaften Gleiteigenschaften insbesondere bei hoch belasteten Gleitelementen, eng tolerierten Maschinenteilen und Lager- und Übertragungselementen, wie z. B. Wendegruppierschnecken, zum Einsatz.
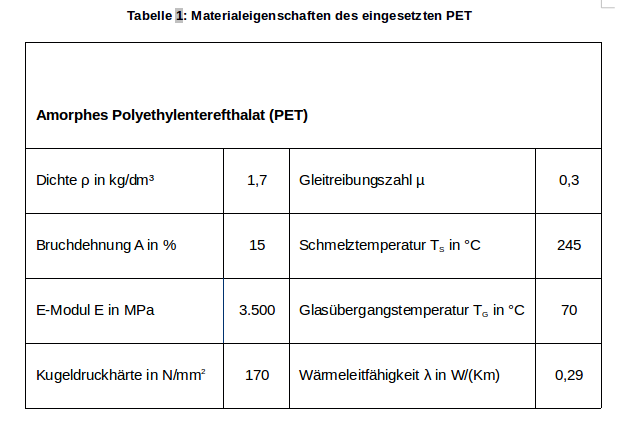
Tabelle 1: Materialeigenschaften des eingesetzten PET
Darstellung der Versuchsergebnisse
In Abbildung 2 ist das thermomechanische Belastungskollektiv in Abhängigkeit des gewählten KSS-Konzeptes dargestellt. Neben den Vorschubkräften Fz und den Bohrmomenten MB sind die maximal gemessenen Temperaturen an der Bohrungswand TBW,max gegenübergestellt.
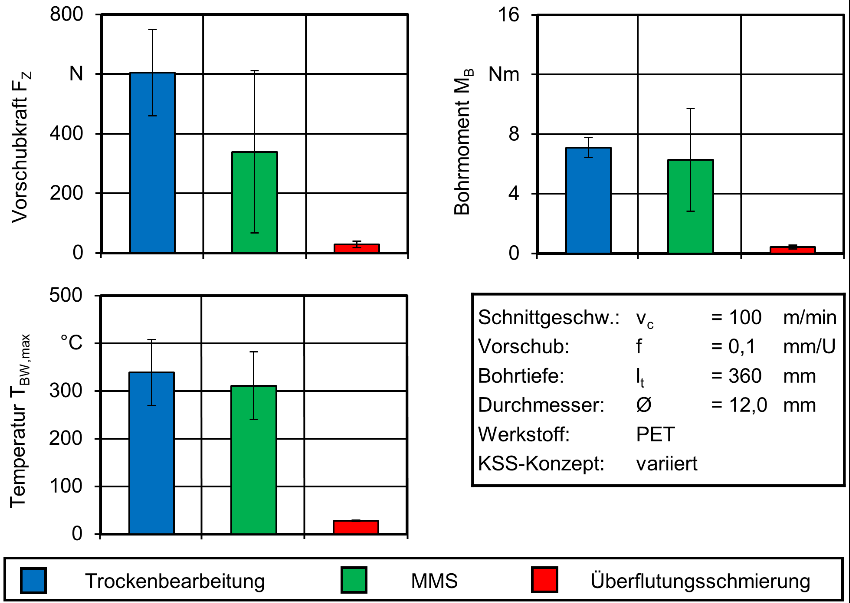
Abbildung 2: Thermomechanisches Belastungskollektiv unter Verwendung verschiedener KSS-Konzepte
Es fällt auf, dass sowohl bei der Trockenbearbeitung (TBW,max = 338°C) als auch bei der Minimalmengenschmierung (TBW,max = 311°C) deutlich erhöhte Temperaturen aufgetreten sind. Die gemessenen Maximaltemperaturen übersteigen die Schmelz- (TS = 245°C) und Zersetzungstemperatur (Tz = 300°C) des eingesetzten Thermoplasten PET. Grund dafür ist zum einen die unzureichende Kühl- und Schmierwirkung der alternativen Kühlschmierstoffkonzepte. Infolge dessen wird nicht genug Wärme aus der Wirkzone abgeführt und es kommt zu erhöhten Reibvorgängen in den sekundären Scherzonen sowie zwischen Werkzeug und Bohrungswand. Des Weiteren bilden sich bedingt durch die abnehmende Festigkeit mit steigender Temperatur längere Späne aus. Aufgrund der nicht vorhandenen oder stark reduzierten Spülwirkung bei der Trocken- und MMS-Bearbeitung verklemmen sich die Späne zwischen Werkzeugsicke und Bohrungswand und ziehen mit zunehmender Bohrtiefe steigende mechanische Werkzeugbelastungen nach sich. Zusätzlich kommt es durch die Reibung der Späne zu einem Temperaturanstieg an der Bohrungswand.
Lediglich die Bearbeitung mittels Überflutungsschmierung lieferte Temperaturen deutlich unterhalb der Schmelztemperatur von PET. Die maximale Bohrungswandtemperatur beim Einsatz einer Überflutungsschmierung betrug TBW,max = 28°C. Bei Betrachtung der Vorschubkräfte FZ und der Bohrmomente MB ist die oben genannte Tendenz für die unterschiedlichen KSS-Konzepte ebenfalls erkennbar. Sowohl die Vorschubkraft als auch das Bohrmoment fallen mit Erhöhung des KSS-Durchsatzes ab. Insbesondere bei der Minimalmengenschmierung sind teilweise sehr große Streuungen zu beobachten. Grund dafür ist eine hohe Anzahl an Spanklemmer, deren Häufigkeit mit zunehmender Bohrtiefe zunimmt. Die in Abbildung 3 dargestellten Späne zeigen einen deutlichen Einfluss des Kühlschmierstoffkonzeptes auf den Spanbildungsprozess.
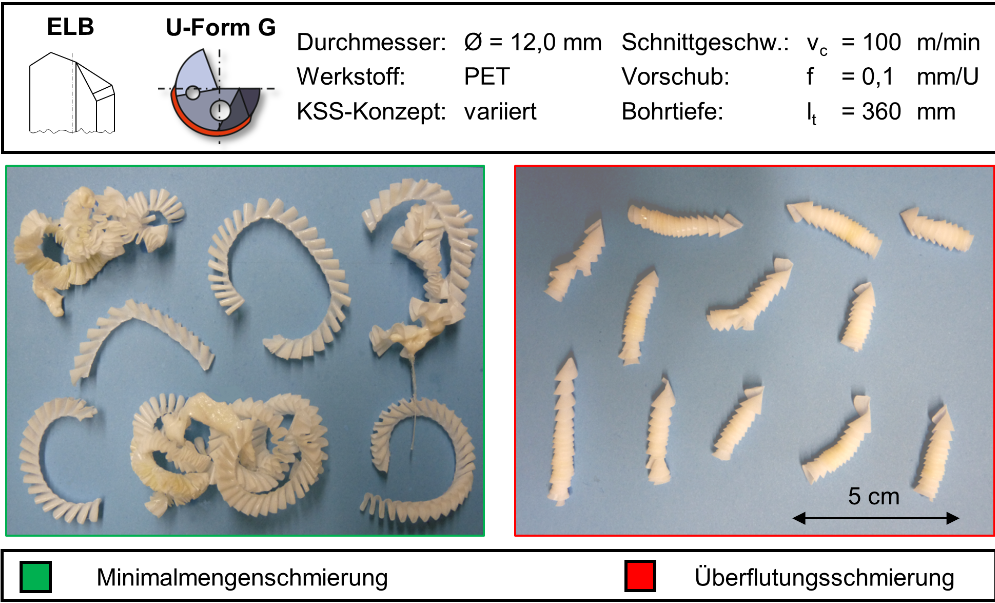
Abbildung 3: Einfluss des KSS-Konzeptes auf den Spanbildungsprozess
Bei Einsatz einer Überflutungsschmierung unter Zuführung von Tiefbohröl mit pKSS = 60 bar bilden sich kurze Wendelspäne, die sich gut aus der Wirkzone abtransportieren lassen. Unter Verwendung einer Minimalmengenschmierung mit pMMS = 12 bar bilden sich hingegen ungewendelte Späne mit einem Sägezahnmuster aus. Aufgrund der hohen Temperaturen in der Wirkzone kommt es vermehrt zum Aufschmelzen und Verkleben der Späne untereinander. Hierdurch entstehen zum Teil Spanformen, die sich nur schwer bis hin zu gar nicht aus der gefertigten Bohrung abtransportieren lassen. Bei der Trockenbearbeitung wurde das zerspante Material in Folge der deutlich überschrittenen Schmelz- und Zersetzungstemperaturen des PET vollständig aufgeschmolzen. Bei Verwendung der Trockenbearbeitung kam es ab einer Bohrtiefe von lt = 160 mm vermehrt zu Prozessstörungen, welche sich anhand starker Ausschläge in den Messschrieben der mechanischen Werkzeugbelastungen Fz und MB nachweisen lassen. Bei der Minimalmengenschmierung traten Spanklemmer ab einer Bohrtiefe von lt = 190 mm (lt/D = 15) auf. Neben der Gefährdung der Prozesssicherheit und einem negativen Einfluss auf die Oberflächengüte, tritt zusätzlich ein verstärkter Werkzeugverschleiß in Form von Materialanhaftungen und -aufschmelzungen auf. Abbildung 4 zeigt die Verschleißzustände der Einlippenbohrer bei Einsatz unterschiedlicher Kühlschmierstoffkonzepte.
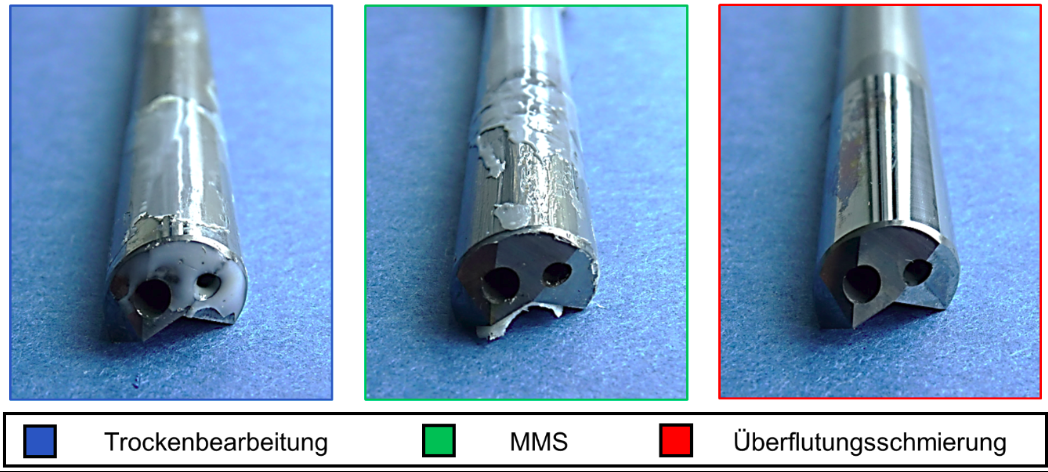
Abbildung 4: Werkzeugverschleiß in Anhängigkeit vom eingesetzten KSS-Konzept
Das unter Überflutungsschmierung eingesetzte Werkzeug weist dabei keine sichtbaren Verschleißerscheinungen auf. Bei den Werkzeugen, die ohne Betriebsstoff und mit Minimalmengenschmierung eingesetzt wurden, sind großflächige Ablagerungen und Aufschmierungen des eingesetzten PET auf der Frei- und Spanfläche sowie dem Werkzeugumfang zu erkennen. An den Schneidkanten der Werkzeuge ist dagegen unabhängig vom verwendeten KSS-Konzept, begünstigt durch die sehr geringe Materialfestigkeit, kein abrasiver Verschleiß zu erkennen. Abbildung 5 zeigt die erzeugten Oberflächentopografien sowie jeweils einen Querschnitt der Bohrungen nach Einsatz der verschiedenen KSS-Konzepte.
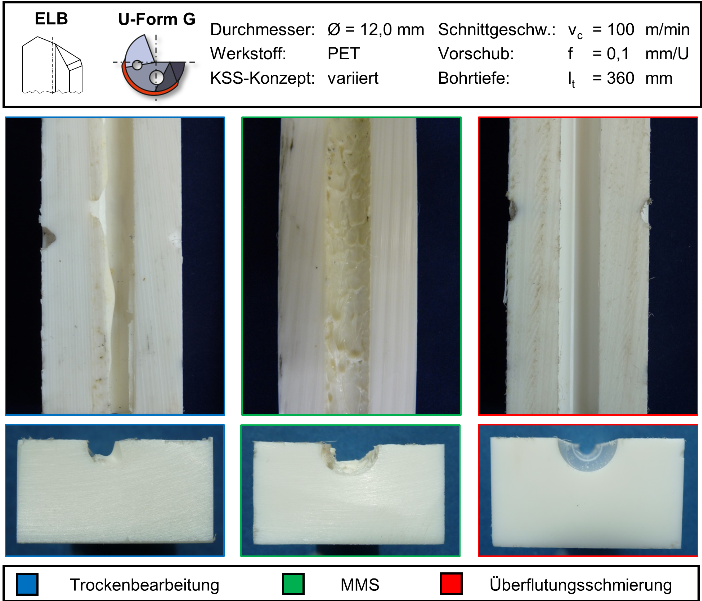
Abbildung 5: Resultierende Oberflächentopografien
Es ist deutlich zu erkennen, dass sowohl bei der Trockenbearbeitung als auch bei der Minimalmengenschmierung die Schmelztemperatur des Werkstoffs TS = 245°C überschritten wird. Infolgedessen sind über die gesamte Bohrungslänge aufgeschmolzenes Material und Aufschmierungen im Quer- und Längsschliff zu erkennen. Die unter Trockenbearbeitung und Minimalmengenschmierung erzeugten Bohrungen weichen deutlich von der geforderten Geometrie ab. In den Untersuchungen konnte lediglich die Bohrungsbearbeitung mittels Überflutungsschmierung zufriedenstellende Form- und Maßtoleranzen sowie Oberflächenqualitäten erzielen. Die unter Überflutungsschmierung produzierten Durchmesser- und Rundheitsabweichungen lagen bei Da = -0,059 mm bzw. TK = 0,027 mm. Der gemessene Mittenverlauf über die Bohrungstiefe von lt = 360 mm betrug ∆r = 0,423 mm. Die Mittelwerte des arithmetischen Mittenrauwertes und der gemittelte Rautiefe wurden zudem mit Ra = 0,19 µm bzw. Rz = 0,93 µm gemessen. Die Qualitätskenngrößen der unter Trockenbearbeitung und Minimalmengenschmierung erzeugten Bohrungen konnten aufgrund der stark abweichenden Geometrie und der Unebenheiten nicht erfasst werden.
Zusammenfassung und Fazit
Die experimentellen Untersuchungen belegen die hohe Bedeutung der Wahl des Kühlschmierstoffkonzeptes bei der Tiefbohrbearbeitung thermoplastischer Kunststoffe. Die Bearbeitungstemperaturen bei Einsatz der Trockenbearbeitung und auch der Minimalmengenschmierung liegen oberhalb der Schmelz- und Zersetzungstemperatur des bearbeiteten Polyethylenterefthalat (PET). Durch die hohen Prozesstemperaturen kommt es durch ein Erweichen und Verkleben der Späne zu Problemen bei der Spanabfuhr sowie deutlichen Aufschmierungen auf den Frei-, Span-, und Umfangsflächen der eingesetzten Werkzeuge. Bei Einsatz dieser Kühlschmierstoffkonzepte wird keine zufriedenstellende Bohrungsqualität erzeugt. Das Tiefbohren thermoplastischer Kunststoffe stellt somit hohe Anforderungen an die Kühl- und Spülwirkung des Kühlschmierstoffes, welchen ausschließlich der Einsatz einer Überflutungsschmierung gerecht wird. Die Überflutungsschmierung begünstigt auch bei gesteigerten Schnittdaten moderate Prozesstemperaturen, wodurch Werkzeugaufschmierungen unterbunden und eine homogene und prozesssichere Spanbildung erzielt wird. Zusammenfassend ist zur Erzielung einer hohen Bohrungsqualität beim Tiefbohren von technischen Kunststoffen der Einsatz einer Überflutungsschmierung unabdingbar.
Danksagung
Die Autoren danken der Deutschen Forschungsgemeinschaft (DFG) für die Förderung des Projektes „Grundlagenuntersuchungen zur Optimierung der Bohrungsgüte beim Einlippentiefbohren von thermoplastischen Polymeren durch Anpassung der Werkzeuggestalt“ (Kennzeichen BI 498/53).
Prof. Dr.-Ing. Dirk Biermann ist Leiter des Instituts für spanende Fertigung (ISF) der TU Dortmund
biermann@isf.de
Dipl. Ing. Marko Kirschner ist wissenschaftlicher Mitarbeiter in der Abteilung Zerspanungstechnologie des ISF der TU Dortmund
kirschner@isf.de
Fachartikel aus Werkstoffe in der Fertigung 5/2015
Referenzen:
[1] Koltzenburg, S.; Maskos, M.; Nuyken, O.: Polymere: Synthese, Eigenschaften und Anwendungen. Springer-Verlag, Heidelberg, 2014.
[2] Ehrenstein, G.: Polymer-Werkstoffe – Struktur, Eigenschaften, Anwendung. 3. Auflage, 2011, München.
[3] Murtfeldt Kunststoffe GmbH & Co.KG (Hrsg.): Lösungen aus Kunststoffe. Dortmund, 2015.
[4] Weinert, K.; Inasaki, I.; Sutherland, J. W.; Wakabayashi, T.: Dry Machining and Minimum Quanity Lubrication. CIRP Annals – Manufacturing Technology, 2004.
[5] Deutsche Gesetzliche Unfallversicherung: Minimalmengenschmierung in der spanenden Fertigung, Berlin, 2010.
[6] VDI-Richtlinie 3208: Tiefbohren mit Einlippenbohrern. Beuth-Verlag, Berlin, 2014.


