Autoren:
Dipl.-Ing. Christopher Pommer, SKZ, Würzburg
Dr. Benjamin Baudrit, SKZ, Würzburg
M.Sc. Heinrich Leicht, SKZ, Würzburg
Dr.-Ing. Peter Heidemeyer, SKZ, Würzburg
Prof. Dr.-Ing. Martin Bastian, SKZ, Würzburg
Im Rahmen eines öffentlich geförderten Forschungsprojektes wurde die Einsatzmöglichkeit der passiven Thermographie im Bereich des Schweißens von Kunststoffen untersucht. Während diverser Fügeprozesse wurde die entstehende Temperatur mithilfe einer Wärmebildkamera protokolliert und zeitgleich von einer eigens entwickelten Software ausgewertet. Durch die Bestimmung der thermischen Eigenschaften und der Emissionskoeffizienten der untersuchten Materialien konnten in den Aufnahmen korrekte absolute Temperaturen angezeigt werden. Die passive Thermographie wurde an vier verschiedenen Schweißverfahren geprüft. Industrielle Anwendungen der passiven Thermographie als zerstörungsfreie Prüfmethode (ZfP) bzw. als Prozessüberwachungswerkzeug zeigen bereits den Erfolg und die vielversprechenden Möglichkeiten im Bereich des Kunststoffschweißens.
1. Einleitung
Fehler in Fügeflächen können Schweißverbindungen schnell zur Schwachstelle im Bauteil werden lassen und damit dessen Lebensdauer drastisch beeinträchtigen. Folglich besteht seitens der Kunststoffindustrie großes Interesse an einer schnellen und zeitnahen 100 %‑Prüfung von thermisch gefügten Bauteilen bzw. an zuverlässigen Schweißprozessüberwachungstechniken. Bei zerstörenden Prüfungen kann nie das Bauteil untersucht werden, welches tatsächlich in die Anwendung gebracht wird. Die ZfP setzt im Gegensatz zu einer zerstörenden Prüfung voraus, dass durch die Prüfung das Bauteil in keiner Weise beeinflusst wird. Die ökonomischen Vorteile im Vergleich zu einer zerstörenden Prüfung sind somit offensichtlich.
Neben genormten zerstörungsfreien Prüfverfahren werden auch weitere Methoden wie z.B. Computertomographie oder auch die Terahertz-Technik zunehmend im Kunststoffbereich eingesetzt. Diese zerstörungsfreien Prüfmethoden sind jedoch nicht zur Online-Überwachung von schnell ablaufenden Schweißprozessen geeignet, da die Prüfdauer die Prozesszeit häufig um ein vielfaches überschreitet.
Ein Ziel des o.g. Forschungsvorhabens war die Entwicklung eines robusten, schnellen und kostengünstigen Prüf- und Messsystems auf Basis der passiven Thermographie-Technik zur Kontrolle der Schweißnahtqualität von Kunststoffverbindungen. Hierfür wurden mithilfe einer Wärmebildkamera die beim Schweißen entstehenden Temperaturanstiege und Abkühlvorgänge aufgezeichnet und durch eine hierfür entwickelte Software automatisch bewertet. Mögliche Einsatzbereiche eines solchen Messsystems zur zerstörungsfreien in- bzw. Online-Prüfung sind das Fügen von z. B. Automobilbauteilen, Medizinprodukten, Rohren, Haushaltsgeräten, Behältern und Fenstern.
2. Materialien, Schweißverfahren und Materialkennwerte
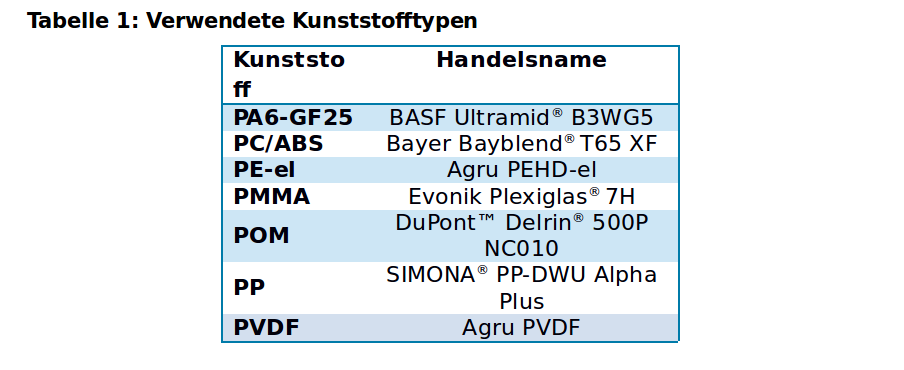
Neben technischen Kunststoffen und Hochleistungskunststoffen wurden in diesem Projekt auch Standardkunststoffe untersucht, da sich die Ausgaben für eine Wärmebildkamera unabhängig vom Rohstoffpreis schnell amortisieren lassen. In Tabelle 1 sind die verwendeten Kunststofftypen aufgeführt. Im Rahmen des zweijährigen Forschungsvorhabens wurde die Anwendbarkeit der passiven Thermographie für vier verschiedene Schweißverfahren untersucht. In Absprache mit Industriefirmen, die das Projekt begleitet haben, wurden das Heizelementstumpfschweißen (HS), das Infrarotschweißen (IR), das Ultraschallschweißen (US) und das Vibrationsschweißen (VIB) mithilfe der passiven Thermographie untersucht und überwacht. Um die Weiterleitung der in die Schweißkörper eingebrachten thermischen Energie mit der messbaren Oberflächentemperatur vergleichen zu können, wurde für die Materialien die Wärmeleitfähigkeit bestimmt. Um die Wärmeleitfähigkeit der untersuchten Materialien berechnen zu können, mussten die Dichte, die Temperaturleitfähigkeit sowie die spezifische Wärmekapazität ermittelt werden.
Um die Oberflächentemperatur von Körpern korrekt berührungslos messen zu können, benötigt man den Emissionskoeffizienten des betroffenen Bauteils. Im Spektralbereich der für Kunststoffe geeigneten Wärmebildkameras von ca. 7,5 bis 13,0 µm, nimmt man für Kunststoffe standardweise einen Emissionskoeffizient von ca. 0,90 bis 0,95 an. Aufgrund vieler Einflüsse auf den Emissionsgrad ist eine fehlerfreie und genaue Temperaturmessung mittels Thermo-Kamera extrem schwierig. Deshalb wurden im Rahmen dieses Vorhabens die Schwankungen des Emissionsgrades in Abhängigkeit der Oberflächentemperatur bestimmt und die Auswirkungen eines abweichenden Emissionsgrades dargestellt.
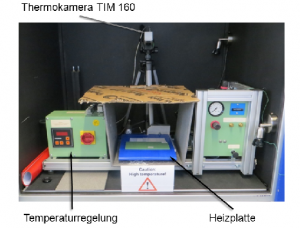
Abbildung 2: Messaufbau zur Emissionsgradbestimmung
Hierzu wurden die Emissionsgrade ε der Kunststoffe mit einem Referenzklebeband mit bekanntem Emissionsgrad von ε = 0,95 bestimmt. In Abbildung 2 ist der Messaufbau gezeigt. Es wurden jeweils zwei Kunststoffplatten auf einem Heizelement schrittweise erwärmt. Weiterhin wurden die Messungen in einer „Black Box“ durchgeführt, um eine gleichmäßige reflektierte Temperatur aus der Umgebung zu erzeugen. Lediglich die Heizplatte ist eine Störquelle, weswegen das Bild der IR-Kamera mittels Abdeckung nur auf die Kunststoffplatten (Dicke über 1,0 mm) fokussiert wurde. Um eine Vergleichbarkeit der Emissionsgrade zu gewährleisten, wurden gleichbleibende Temperaturschritte (ca. 10 K) zwischen 105 °C und 195 °C am Heizelement eingestellt. Vor jeder Messung wurde 30 Minuten gewartet, bis sich ein Temperaturgleichgewicht am Heizelement und den Kunststoffen eingestellt hat.
Die Emissionsgrade wurden mittels Standbild bestimmt, in dem der Wert des Emissionsgrades so lange verändert wurde, bis die Referenztemperatur eines Klebebandes mit definiertem ε von 0,95 und die entsprechende scheinbare Temperatur auf der Kunststoffoberfläche übereinstimmten.
Die Emissionsgrade der einzelnen Kunststoffe sind über die Oberflächentemperatur des Referenzklebebandes in Abbildung 3 dargestellt.
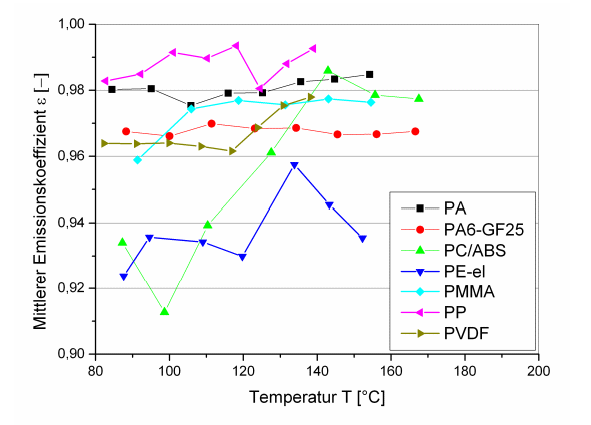
Abbildung 3: Emissionsgrade der im Projekt untersuchten Kunststoffe
Je höher die gemessene Oberflächentemperatur bzw. die Intensität der abgegeben Strahlung in Richtung der Wärmebildkamera ist, desto wichtiger ist ein korrekt eingestellter Emissionsgrad. Dies liegt an der hinterlegten Kalibrationstabelle einer Wärmebildkamera und dem Kirchhoff’schen Gesetz (Temperaturabhängigkeit zur 4. Potenz). Um die Auswirkung von falsch eingestellten Emissionskoeffizienten in Zahlen darzustellen, wurden bei drei definierten Temperaturen der Wärmebildkamera-Software abweichende Emissionskoeffizienten vorgegeben. Es zeigt sich, dass bei geringer Temperatur der entstehende Fehler (ΔT = 3,9 K bei 70 °C) zwischen ε = 0,90 und ε = 1,0 deutlich geringer ist als bei höheren Temperaturen (ΔT = 11,5 K bei 185 °C). Somit bleibt festzuhalten, dass bei Messungen im Schmelzbereich der Emissionsgrad möglichst exakt bestimmt und eingestellt werden muss. Bei niedrigeren Temperaturen (unter 70 °C) liegt der Fehler durch einen nicht exakt eingestellten Emissionsgrad im Bereich der Messungenauigkeit (±2 %) von Wärmebildkameras.
3. Thermographie-System zur Prozessüberwachung beim Schweißen von Kunststoffen
Ziele bei der Entwicklung einer Auswertesoftware für die Qualitätssicherung beim Schweißen von Kunststoffen waren eine Online-Auswertung während der Produktion zu ermöglichen, eine Darstellung von Entscheidungskriterien „gut“ bzw. „schlecht“ umzusetzen und ein maschinenunabhängiges Triggern der Thermographieaufnahmen zu realisieren. Im Rahmen dieses Forschungsvorhabens wurden die Thermographieaufnahmen mit einer
USB-Wärmebildkamera der Firma Micro-Epsilon durchgeführt. Für die Programmierung der Auswertesoftware hat man sich für eine Umsetzung in LabVIEW der Firma National Instruments entschieden, da mit dieser Software die Integration der Wärmebildkamera möglich war und durch die graphische Programmiersprache die Entwicklung für das Forschungsvorhaben schnell und zielorientiert im Zeitplan umgesetzt werden konnte.
Während den ersten Versuchen ergaben sich folgende interessante und weiterverfolgte Auswertemethoden:
- Auswertung der Oberflächentemperatur des Bauteils punktuell oder flächig über die Abkühlzeit,
- Differenzbilder zwischen einer aktuellen Schweißung und der Mittelung mehrerer Referenzschweißungen zu verschiedenen Erwärm- und Abkühlzeiten,
- Integration der gemessenen Temperatur an verschiedenen Bauteilbereichen, um ein verzögertes Anwärmen oder einen ungleichmäßigen Energieeintrag in das Bauteil über die Schweißzeit darstellen zu können und
- Integration der Abkühlgeschwindigkeit. Hierbei wird der Wärmefluss im Schweißbauteil anhand des Abfallens der Wärmestrahlung des Bauteils untersucht. Diese Methode gehört zum Stand der Technik der aktiven Thermographie (in zyklischer Form) und wurde durch dieses Projekt in die thermische Überwachung von Schweißungen übernommen.
Der Messaufbau wurde so konzipiert, dass eine kleine USB-Wärmebildkamera entweder durch einen Magnethalter an Maschinenbauteilen oder durch Knickarme befestigt werden kann. Der Trigger der Wärmebildaufnahmen wurde mithilfe eines Softwaretriggers umgesetzt. In der erstellten Auswertesoftware kann man einen Pixel der Wärmebildkamera als Auslösepixel definieren. Wird an diesem Punkt ein vorher angegebener Temperaturwert unter- oder überschritten startet die Aufzeichnung der Thermogramme. Jedoch kann nicht bei jedem Prozess oder Schweißkörper ein Software-Trigger verwendet werden. Deshalb wurde ebenso ein Hardware-Trigger in die Auswertesoftware integriert. Die Software verarbeitet hierbei ein externes 24 V Signal aus der Schweißmaschine und startet je nach fallender oder steigender Flanke die Aufnahme der Thermogramme. An dem vorhandenen digitalen Eingang können somit Lichtschranken oder direkt digitale Ausgänge einer Maschinensteuerung angeschlossen und abgefragt werden. In Abbildung 4 ist das entwickelte Thermographie-System am Beispiel eines Vibrationsschweißprozesses dargestellt.
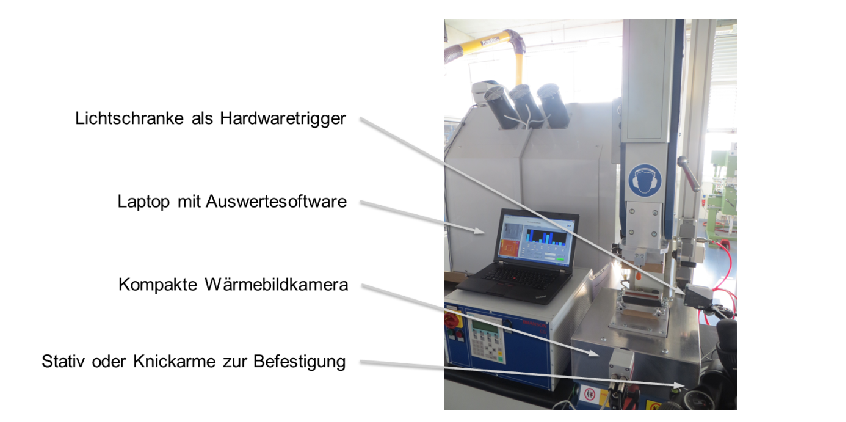
Abbildung 4: Entwickeltes Thermographie-System am Beispiel eines Vibrationsschweißprozesses
4. Auswertung von Thermogrammen am Beispiel HS und US
Um die Möglichkeiten der passiven Thermographie beim Heizelementstumpfschweißen zu untersuchen, wurden für verschiedene Kunststoffmaterialien vergleichbare Oberflächenfehler eingebracht. Diese wurden optisch und durch ein Oberflächenmessgerät quantitativ dokumentiert.
Die Auswertungen der Thermographieaufnahmen wurden jeweils 0,5 s nach dem Berühren der beiden Schweißpartner durchgeführt. Zu diesem frühen Zeitpunkt der Abkühlzeit waren Abweichungen durch die Prozessparameter und die oberflächennahen Fehler am besten zu separieren. In allen nachfolgenden Differenzthermogrammen der HS-Schweißversuche wird von der jeweiligen Aufnahme eine Mittelung von optimalen Referenzschweißungen abgezogen und die Differenzthermogramme der Einfachheit halber als Thermogramme bezeichnet. Beispielweise besteht im Fall von PA6-GF25 die Mittelung aus sechs Referenzmessungen.
In nachfolgender Abbildung 6-a ist ein Differenzthermogramm zweier Referenzmessungen dargestellt, um die Wiederholbarkeit der Schweißungen untereinander zu zeigen und nachfolgend Aussagen hinsichtlich Fehlern und deren Thermogrammen treffen zu können.
Wird die Fügefläche einer Kunststoffplatte halbseitig flach angeraut, ist dies bei PA6-GF25 in den Thermogrammen als kältere Zone neben der Schweißnaht erkennbar (Abbildung 6-b), da durch einen schlechteren Kontakt zum Heizelement trotz der Angleichphase weniger Wärme in das Bauteil geleitet wird.
Zusätzlich wurden Versuche durchgeführt, bei denen an der Unterseite der PA6-GF25 Platte ein 25 mm x 15 mm Quader 1,5 mm tief ausgefräst wurde. Dieser Fehler ist optisch an der Oberfläche nicht festzustellen und somit besonders in der industriellen Anwendung interessant. Im Fall einer flach ausgefrästen Platte ist im Bereich der Wandstärkenreduzierung eine heißere Zone im Vergleich zur Referenz erkennbar (Abbildung 6-c). Prinzipiell ist somit eine Detektion von Unregelmäßigkeiten in den Bauteilen möglich, welche nicht direkt sichtbar sind. Eine Übertragung auf industrielle Bauteile mit wesentlich größeren Maßen ist somit erfolgsversprechend.
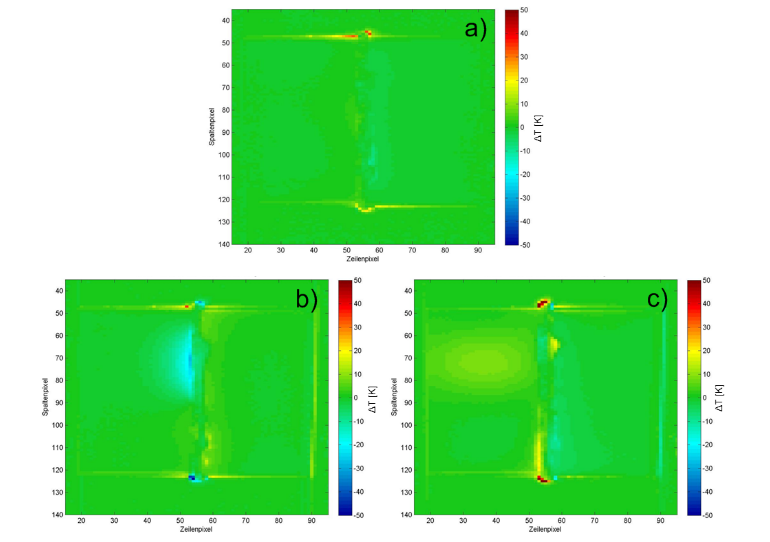
Abbildung 6: Differenzthermogramm zweier Referenzschweißungen oben (a), links unten Differenzthermogramm einer halbseitig flach angerauten Platte (b) und rechts unten Differenzthermogramm einer ausgefrästen Platte (c)
Beim Ultraschallschweißen ist es möglich, nicht nur das Abkühlverhalten, sondern auch die Aufwärmphase, mit derselben Kameraposition thermographisch zu dokumentieren. Allerdings erwies sich eine Auswertung über die Schweißwulst, aufgrund prozessbedingter hoher Abweichungen in der geometrischen Ausrichtung der Schweißwulst, nicht als zielorientiert.
Als Fügeteile für die Ultraschallschweißungen dienten runde Ultraschall-Prüfkörper ebenfalls aus PA6-GF25, welches auch im industriellen Maßstab sowohl in der Automobil- als auch Konsumgüterindustrie verwendet wird. Die Ultraschallschweißversuche wurden im Nahfeld durchgeführt, sodass zwischen Schalleintrag durch die Sonotrode und der Fügeebene ca. 6,0 mm lagen. Als Vergleichszeitpunkt der Thermogramme wurde das Ende der Schweißung ca. 0,1 s, nachdem die Sonotrode begonnen hatte hochzufahren, gewählt.
Die Ultraschall-Probekörper wurden zuerst für 4 h bei 80 °C getrocknet und anschließend verschweißt. Der Restfeuchteanteil betrug 0,28 ± 0,01 %. Einige der getrockneten Probekörper wurden vor dem Schweißen noch weiter konditioniert, um verschiedene Wassergehalte zu erreichen.
Die durchgeführten Veränderungen der Schweißparameter beim Ultraschallschweißen von PA6-GF25 konnten bei ca. 70 % der Schweißungen in den Differenzbildern dargestellt werden. Abbildung 7-a zeigt beispielhaft die Abweichung bei Reduktion des Schweißweges. Es wird deutlich weniger Energie in die zu verschweißenden Bauteile eingebracht, sodass insgesamt die Sonotrodenkontaktfläche kälter als bei den Referenzschweißungen bleibt.
Eingebrachte minimale Oberflächenfehler (ca. 0,2 mm) an der Sonotrodenkontaktfläche konnten wiederum durch erhöhte Deckeltemperaturen (Abbildung 7-b) auch außerhalb des Schweißnahtbereichs erkannt werden.
Bei hygroskopischen Kunststoffen wie PA6-GF25 hat der Wassergehalt Einfluss auf den Schweißprozess und auch auf die Schweißnahtqualität. Außerdem wird aufgrund des Feuchtgehaltes die eingebrachte Ultraschallenergie im Bereich des Deckels bzw. der Sonotrodenkontaktfläche absorbiert, sodass sich eine erhöhte Erwärmung der Bauteiloberfläche durch die Ultraschalleinleitung in den Thermogrammen erkennen lässt.
Die Auswirkungen eines höheren Feuchtegehaltes von Schweißprobekörpern beim Ultraschallschweißen sind in den nächsten Abbildungen zu sehen. Besitzen die Fügeteile einen leicht erhöhten Restfeuchteanteil von ca. 0,32 % (Abbildung 7-c), sind diese in Thermogrammen kaum bis nicht von trocken (0,28 %) geschweißten Bauteilen unterscheidbar. Weisen die Fügeteile aber einen Restfeuchteanteil von ca. 0,45 % auf, sind im Bereich der Schweißnaht und der Fläche des Schalleintrages deutliche Temperaturdifferenzen im Vergleich zur Referenzmittelung zu erkennen (Abbildung 7-d).
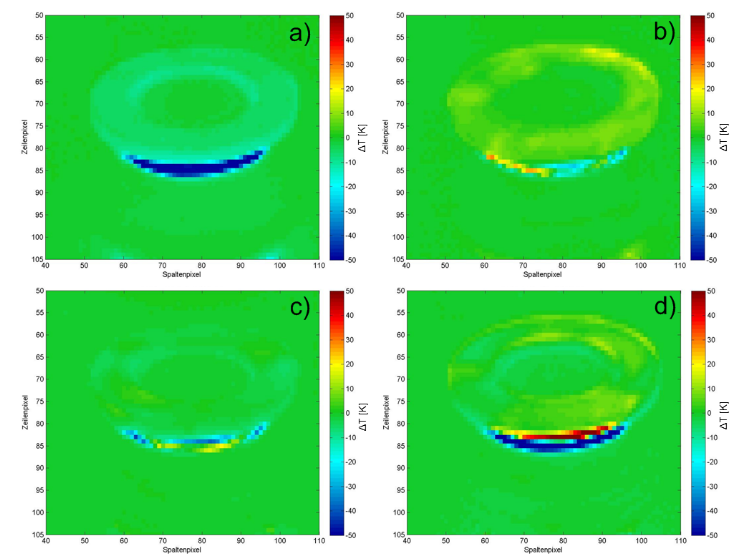
Abbildung 7: Differenzthermogramme bei Schweißungen mit reduziertem Schweißweg links oben (a), minimalem Oberflächenfehler (ca. 0,2 mm) rechts oben (b), Restfeuchteanteil von ca. 0,32 % links unten (c) und Restfeuchteanteil
von ca. 0,45 % rechts unten (d)
5. Zusammenfassung und Ausblick
In der Fertigung von Kunststoffprodukten ist das Schweißen oft der letzte Schritt in der Wertschöpfungskette, deshalb sind gerade beim Schweißen von Kunststoffen Online-Qualitätssicherungssysteme sehr wichtig. Das Anwendungsgebiet der Thermographie während des Schweißprozesses wurde daher in diesem Projekt beim HS, IR, VIB und US untersucht. Bei den Schweißversuchen fiel auf, dass für verschiedene Bauteile bzw. Geometrien unterschiedliche Auswertemethoden zielführend sind. Es wurden vier verschiedene Methoden in eine Online-Überwachungssoftware umgesetzt und bereits in der Forschungsstelle als auch im industriellen Einsatz erprobt. Bei den durchgeführten Heizelementstumpf- und Infrarotschweißungen konnten mithilfe der Thermographie eingebrachte Oberflächenfehler sehr gut detektiert werden. Diese Erkennbarkeit ergab sich jedoch fast ausschließlich durch Abweichungen in der Wulstgeometrie oder der Wulsttemperatur allgemein. Somit sind die meisten thermisch erkennbaren Fehler auch mithilfe einfacher optischer Messmittel aufzufinden. Die Möglichkeiten des Einsatzes der passiven Thermographie beim Ultraschall- und Vibrationsschweißen konnte im Rahmen dieses Forschungsvorhabens nicht komplett untersucht werden. Im Rahmen der durchgeführten Untersuchungen fiel auf, dass die Thermographie hierbei aufgrund der Einspannungen der Bauteile kaum Einblicke in den Prozess bzw. in die Fügeebene liefern kann. Allerdings können mithilfe der Thermographie dreidimensionale Schweißungen sogar mit dünnwandigen Bauteilstellen überwacht werden (wie zum Beispiel beim US). Die detaillierten Forschungsergebnisse sind in dem Forschungsbericht (FV432) auf der Internetseite des SKZ (www.skz.de) enthalten.
Als Ausblick für dieses Forschungsvorhaben bleibt festzuhalten, dass durch die Erforschung der Anwendbarkeit der passiven Thermographie hier lediglich die Grundlagen geschaffen wurden und dass diese Technologie noch detaillierter für unterschiedliche Schweißanwendungen untersucht werden soll. Gerade für eine bessere Korrelation mit der Festigkeit wurden in diesem Forschungsvorhaben häufig einfache Probekörper geschweißt. Zum Beispiel beim Vibrationsschweißen wurde noch nicht der (wichtige) Einfluss der Bauteilegröße erforscht.
Hierdurch wird klar, dass die Thermographie zur Prozessqualitätskontrolle noch viele Möglichkeiten für die Zukunft parat hält. Erprobung und Anwendung der passiven Thermographie in Unternehmen können auf Anfrage kurzfristig umgesetzt werden. Zukünftig soll durch enge Zusammenarbeit mit der Industrie die Integration der Thermographie in die Maschinensteuerung umgesetzt werden, um die Rückmeldung der Wärmebildkamera und die Auswertemethoden zur Steuerung des Schweißprozesses nutzen zu können.
6. Danksagung
Das IGF-Vorhaben 17091N der Forschungsvereinigung „Fördergemeinschaft für das SKZ e. V“ wurde über die Arbeitsgemeinschaft industrieller Forschungsvereinigungen „Otto von Guericke“ e.V. (AiF) im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung und -entwicklung (IGF) vom Bundesministerium für Wirtschaft und Energie (BMWi) aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Wir danken dem BMWi für die Bereitstellung der finanziellen Projektmittel.
Ebenso gilt unser Dank den Mitgliedern des projektbegleitenden Ausschusses für die hilfreichen Anregungen und lebhaften Diskussionen bei den Ausschusssitzungen sowie für die Bereitstellung von Versuchsmaterialien und Schweißanlagen. Sie haben maßgeblich zum Erfolg dieser Arbeit beigetragen.


