![Abbildung 1: Aufbau des Soft-Grippers [3]](https://werkstoffzeitschrift.de/wp-content/uploads/2022/05/greifer-explosion-beschriftung-262x300.jpg)
Abbildung 1: Aufbau des Soft-Grippers [3]
In diesem Zusammenhang wurden an der Helmut-Schmidt-Universität der Elastogripper [1] sowie der SoftGripper entwickelt. Zur Konzeption des Ersteren erfolgte eine methodische Untersuchung der Greifartikel und Griffarten, die als Grundlage aller am MTL durchgeführten Greifer(weiter)entwicklungen dient. Dem vollaktuierten Elastogripper steht der unteraktuierte SoftGripper gegenüber. Nach dem Baukastenprinzip, vorgestellt in [2], lässt sich dieser aus vier Grundkomponenten bestehende modulare Endeffektor an individuelle Bedürfnisse anpassen (siehe Abbildung 1).
Der Flansch ermöglicht die Montage des Greifers an den Roboter. Die Greiferbasis erlaubt eine erste Anpassung an das zu greifenden Artikelspektrums beispielsweise durch eine zentrische Ausprägung für kreisförmige Objekte oder durch eine parallele Ausprägung an längliche Objekte. Zudem können die Anzahl und der Winkel der SoftGripping-Finger zueinander variiert werden, um unterschiedlich große Objekte greifen zu können. Diese Finger stellen als pneumatisch betriebene Biegebalgaktoren aus Elastomeren das Hauptmerkmal des SoftGrippers dar. Sie erfahren durch ihre komplexe Geometrie bei Innendruck eine Biegung (siehe Abbildung 2 und Abbildung 3). Bei der Interaktion mit dem Greifobjekt können die SoftGripping-Finger hohen Verformungen ausgesetzt sein, welche ihnen in Kombination mit ihren morphologischen Merkmalen erlauben, sich durch passive Verformung an die Geometrie des zu greifenden Objektes anzupassen. Zusätzlich kann das greifbare Artikelspektrum durch die Kombination verschiedener Greifprinzipien wie der Erweiterung des SoftGrippers z.B. mit einem Vakuumgreifer in Form eines Saugnapfes und einer Greiferwechseleinrichtung zusätzlich ausgeweitet werden.
![Abbildung 2: SoftGripper bei Innenvakuum [3] & Abbildung 3: SoftGripper beim Greifen einer Gurke [3]](https://werkstoffzeitschrift.de/wp-content/uploads/2022/05/Abb.-2-u.-3-e1652779774550-300x186.jpg)
Abbildung 2: SoftGripper bei Innenvakuum [3] & Abbildung 3: SoftGripper beim Greifen einer Gurke [3]
Bei einem Innendruck von 0,5 bis 1,2 bar kann eine maximale Greifkraft von 5 N erzeugt werden. Diese über mehrere Jahre erprobten und verbesserten Greifer haben eine Lebensdauer von über 10 Millionen Zyklen bei einer Belastung von 1 bar bei 0,5 Hz. Durch die Modularität der Soft-Gripper können sie an individuelle Anwendungen angepasst werden und sind somit für den Einsatz in industriellen Anwendungsbereichen, durch FDA-zugelassenes Material in der Lebensmittelindustrie oder der Mensch-Maschine-Kollaboration geeignet (Beispiele in Abbildung 4 und Abbildung 5). Durch die Cobot-Anwendung ist es unter anderem möglich, eine sukzessive Automatisierung vorzunehmen, so dass ein mit SoftGrippern ausgestatteter Roboter neben und mit dem Menschen arbeiten kann, um spezielle Handhabungsaufgaben zu übernehmen. [3]
![Abbildung 4: SoftGripper bei der Teigverarbeitung [3]](https://werkstoffzeitschrift.de/wp-content/uploads/2022/05/Abb.-4-u.-5-300x134.jpg)
Abbildung 4: SoftGripper bei der Teigverarbeitung [3] & Abbildung 5: SoftGripper für Salatköpfe
Um das Verhalten der SoftGripper-Finger simulieren zu können, beispielsweise um Folgen der Änderungen der Geometrie oder des Materials vor der Produktion bestimmen zu können, sind Finite-Elemente-Berechnungen sinnvoll. Um das Verhalten der Aktoren abbilden zu können, ist dafür eine genaue Kenntnis des Materialverhaltens notwendig. Dazu werden in der Regel mehr Materialdaten benötigt, als zur Verfügung stehen. Da zudem noch kein normiertes Prüfverfahren existiert, um Materialparameter für mit Innendruck beaufschlagte Elastomer-Geometrien direkt zu ermitteln, wird auf die herkömmlichen Prüfverfahren zurückgegriffen. Folglich werden die benötigten Materialmodelle durch Parameterfits der Ergebnisse aus Zugversuchen nach DIN 53504, Druckversuchen nach DIN ISO 7743 und Schubversuchen nach DIN ISO 1827 bestimmt. Dabei wird aus Versuchszwecken zunächst das im Handgussverfahren zu verarbeitende RTV2 Silikon bestehend aus zwei Komponenten verwendet.
Um sicherzustellen, dass während der Mischung der Silikonkomponenten keine Fehler aufgetreten sind, wird vor der Montage der S2-Schulterstäbe in der Universalprüfmaschine des Typs /150 der Zwick Roell AG für die Zugversuche je gegossenem Batch eine Härteprüfung nach Shore A (ShA) durchgeführt. Laut Hersteller soll das Silikon eine Härte von 45 ShA aufweisen. Dieser Wert konnte mit einem Ergebnis von über alle gegossenen Proben (44,87 ± 0,62) ShA verifiziert werden. Daher konnte angenommen werden, dass die Proben fehlerfrei hergestellt wurden.
Die Universalprüfmaschine ist mit einem internen Sensor ausgestattet, der bei einer messbaren Kraft von 100 kN Genauigkeitsklasse 1 (1 % Abweichung) aufweist. Um eine präzisere Messung zu ermöglichen, wurde ein externer Kraftsensor in den Versuchsaufbau integriert, der bis zu einer Nennlast von 20 kg bei einer Genauigkeitsklasse 0,1 (0,1 % Abweichung) messen kann.
Anhand der gemessenen Verschiebung der Traverse der Universalprüfmaschine und der elektrischen Spannung des Kraftsensors ist eine Umrechnung in technische Spannungs- und Dehnungswerte möglich. Diese Umrechnung erfolgt für jede Probe. Anschließend werden die Mittelwerte dieser Daten gebildet, so dass man einen Durchschnittswert für die Spannung über alle Proben bei bestimmten Dehnungen erhält. Die geringen Standardabweichungen der Versuchsergebnisse (maximal 8,17 % bei ε = 0,2 mm/mm) zeigen, dass die ermittelten Werte aus allen Versuchen als zuverlässig angenommen werden können.
Da während der Belastung des Biegebalgaktors Bereiche des Fingers auch unter Druckbelastung stehen, wurden Druckversuche nach DIN ISO 7743 durchgeführt, deren Ergebnisse eine maximale Standardabweichung von 3,57 % bei ε = -0,05 mm/mm aufweisen und somit ebenfalls als gesichert anzunehmen sind.
Diese Ergebnisse ermöglichen es, einen Parameterfit mit Hilfe der Software ANSYS durchzuführen. Die geringsten Abweichungen zwischen den Versuchsdaten und den gefitteten Kurven konnten bei den Materialmodellen von Mooney 3. Ordnung, Yeoh 3. Ordnung, Ogden 1. Ordnung und dem Polynomansatz 3. Ordnung festgestellt werden. Die größte mittlere bzw. maximale Abweichung von den Messwerten weist das Materialmodell nach Yeoh mit 2,51 % bzw. 11,99 % auf, gefolgt vom Modell nach Mooney-Rivlin. Obwohl der Polynomansatz mit 0,71 % mittlerer Abweichung etwas schlechter das Materialverhalten beschreibt als das Materialmodell nach Ogden, ist die maximale Abweichung bei letzterem geringfügig höher. Der Fit der beiden letztgenannten Materialmodelle ist in Abbildung 6 und Abbildung 7 dargestellt. Da alle betrachteten Modelle eine mittlere Abweichung unter 3 % aufweisen und in unterschiedlichen Dehnungsbereichen von den Testdaten abweichen, wird das Verhalten des SoftGrippers mit allen Materialmodell simuliert und mit dem realen Verhalten verglichen, um eine Aussage über das anzuwendende Modell zu treffen.
Um die aus den Materialversuchen gewonnenen Modelle zu verifizieren, wird die Verschiebung in x- und y-Richtung bei definierten Drücken an zwei Messpunkten an dem SoftGripper-Finger in dem mit den bestimmten Materialparametern gerechneten FE-Modell mit Daten aus einem realen Versuchsaufbau verglichen.
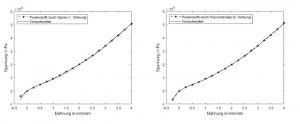
Abbildung 6: Vergleich zwischen Versuchsdaten und dem gefitteten Materialmodell nach Ogden & Abbildung 7: Vergleich zwischen Versuchsdaten und dem gefitteten Materialmodell nach Polynomansatz
In Abbildung 8 sind die Ergebnisse der Vergleiche dargestellt. Deutlich ist der Unterschied der gemessenen Verschiebung zu der berechneten Verschiebung zu erkennen. Dieser variiert je nach Materialmodell im Messpunkt an der Spitze des Fingers im Mittel zwischen 7,20 % (Yeoh) und 30,43 % (Ogden) in x-Richtung, in der Mitte des Fingers zwischen 4,05 % (Ogden) und 45,58 % (Mooney-Rivlin). Damit können die aus den Materialversuchen hergeleiteten Modelle nicht validiert werden. Nach eingehender Untersuchung der Ursachen für diese Abweichung, die sich sowohl auf die Berechnung als auch auf die Versuchsdurchführung konzentrierte, wurde festgestellt, dass die durchgeführten, uniaxialen Versuche, die dreidimensionale Verformung des Biegebalgaktors aus Silikon nicht hinreichend genau abbilden können. Daher wird eine rückwertige Bestimmung eines Materialmodells für diesen Anwendungsfall durchgeführt, so dass die Bewegungen des SoftGripper-Fingers abgebildet werden können. Damit ist es möglich, die Auswirkung von Geometrieänderungen an den Fingern zu ermitteln, während gleichzeitig weitere Materialprüfverfahren studiert werden, um eine allgemeine Aussage über das Materialverhalten zu erhalten.
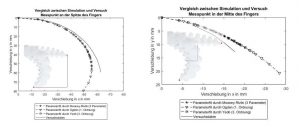
Abbildung 8: Vergleich zwischen Simulation und Versuch
Da der SoftGripper ständig weiterentwickelt wird und aktueller praktischer wie auch theoretischer Forschung unterliegt, weist dieser modularer Endeffektor sehr große Vorteile in der Individualisierbarkeit und vielfältiger Einsatzmöglichkeit auf, weshalb seine Verbreitung stetig zunimmt.
Literatur
[1] J. Isermann, Ein biologisch-inspirierter modularer Endeffektor für das adaptive und vollaktuierte Greifen in Pick-and-Place-Anwendungen, Hamburg: Shaker Verlag, 2018.
[2] S. Ulrich, C. Buhrdorf und R. Bruns, „Entwicklung eines Baukastensystems für universelles Greifen mit flexiblen Aktoren,“ Logistics Journal : Proceedings, 2018.
[3] „SoftGripping,“ SoftGripping by Wegard GmbH, [Online]. Available: https://soft-gripping.com/. [Zugriff am 03 03 2022].
Autoren:
Kim Schwäke, Dr.-Ing. Stephan Ulrich, Prof. Dr.-Ing. Rainer Bruns

