Sichtscheiben an Produktionsmaschinen werden im betrieblichen Alltag häufig ausschließlich unter dem Aspekt der Sicht auf den Prozess betrachtet. Tatsächlich handelt es sich jedoch um sicherheitsrelevante Schutzeinrichtungen mit unmittelbarer Bedeutung für den Arbeits- und Gesundheitsschutz. Insbesondere an Zerspanungsmaschinen mit wassergemischten Kühlschmierstoffen wirken dauerhaft mechanische, chemische und thermische Belastungen auf die Sichtscheiben ein. Die Folgen reichen von Materialalterung und Spannungsrissen bis hin zum vollständigen Verlust der Schutzwirkung. Weiterlesen
Kategorie: Schneid-,Trenn-, Zerspanungs-,Umformtechnik
Spannende Beiträge, informative Fachartikel und die neusten Entwicklungen aus dem Themengebiet Schneid-,Trenn-, Zerspanungs-, Umformtechnik.
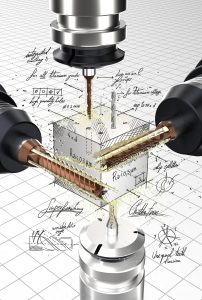
Intelligente Verschleißprognose für beschichtete Zerspanwerkzeuge
![Abbildung 1: Ansatz zur Quantifizierung erweiterter Verschleißmerkmale der beschichteten Zerspanwerkzeuge [1]](https://werkstoffzeitschrift.de/wp-content/uploads/2026/04/Abbildung-1-300x157.png)
Abbildung 1: Ansatz zur Quantifizierung erweiterter Verschleißmerkmale der beschichteten Zerspanwerkzeuge [1]
Mit neuen „verrückten“ Hochleistungs-Schneidwerkzeugen wird die Zerspanung einfacher
© Mikron Tool
Mikron Tool, der Schweizer Hersteller von Schneidwerkzeugen für die Mikrobearbeitung schwieriger Werkstoffe, präsentiert stolz seine neuen Vollhartmetallwerkzeuge: CrazyMill Cool CF mit Eckenradius und CrazyDrill Flex Titanium ATK für das Tieflochbohren von legierten Titanbauteilen. Damit bestätigt Mikron Tool seine Führungsposition in der Hochleistungs-Mikrobearbeitung. Weiterlesen
Sulzer eröffnet modernes Produktions- und Servicezentrum in Essen
Experten für energieeffiziente Trenntechnologie erweitern Service- und Produktions-Netzwerk für europäische Kunden
© Sulzer
Das Schweizer Unternehmen Sulzer feiert am 18. September 2024 die offizielle Eröffnung seines neuen Sulzer Standorts im Essener Econova Industriepark. Hier werden hochmoderne Trenntechnik-Komponenten hergestellt, die für die Gewinnung reiner Einzelsubstanzen für vielfältige Anwendungen in der Chemie-, Life Science und Prozessindustrie benötigt werden. “Mit unseren energieeffizienten Lösungen leisten wir einen wichtigen Beitrag für mehr Wirtschaftlichkeit, tragen zu mehr Nachhaltigkeit in Schlüsselindustrien bei und unterstützen den zukunftsfähigen Strukturwandel in der Region”, sagt Dr. Suzanne Thoma, Executive Chairwoman von Sulzer. “Unser neues Zentrum in Essen vervollständigt das bestehende Netzwerk für unsere europäischen Kunden.” Weiterlesen
Inline-Qualitätskontrolle für die Kaltumformung von Präzisionsteilen

© Ti Vla/Shutterstock.
Umgeformte Metallteile: Inline-Messtechnik und Bauteilrückverfolgung schaffen die Grundlage für einen breiteren Einsatz energiesparender Umformverfahren. Gleichzeitig liefern sie digitale Daten für eine optimierte Produktion.
Ein optisches Inspektionssystem prüft erstmals Maßhaltigkeit und Oberflächenqualität kaltumgeformter Bauteile während der Produktion – mit einer Genauigkeit im Bereich von einigen hundertstel Millimetern. Die Technologie ermöglicht es, Bauteile mit geringen Fertigungstoleranzen in Zukunft durch Umformung statt durch energieintensives Zerspanen herzustellen. Weiterlesen
Verrückte Tools!

© Mikron Tool
Die 250 Mitarbeiter starke Mikron Tool positioniert sich mit der Weiterentwicklung ihrer «Crazy Tools» als Technologieführer in der Hochleistungszerspanung anspruchsvoller Materialien wie Edelstahl, Titan und Kobalt-Chrom im kleinen bis mittleren Durchmesserbereich. Dabei konzentriert sich das Unternehmen auf die Herstellung von Bohr-, Fräs- und Sonderwerkzeugen. Das jüngste Beispiel: Die neue Formfräser-Entwicklung, die die Hauptzeit beim Schlichten einer Knochenplatte aus Reintitan Grad 2 (3.7035 – EN Ti 2 / ASTM B348) um 92 Prozentpunkte reduziert. Verrückt!
Jedem Titan seinen Bohrer!

Jetzt noch schneller und noch sicherer in Titan bohren: Doppelt so schnell und 3 Mal höhere Standzeiten bei höchster Prozesssicherheit.
Quelle: Mikron Tool
Mikron präsentierte anlässlich der EMO 2023 in Hannover die neue Titanbohrerserie CrazyDrill Cool Titanium ATC/PTC, die höchste Prozesssicherheit beim Bohren von Reintitan und seinen Legierungen garantiert.
Der Hochleistungswerkstoff Titan ist eine zerspanungstechnische Herausforderung. Gleichwohl: Titan ist nicht gleich Titan. Je nachdem, ob es sich um Reintitan oder legiertes Titan handelt, ergeben sich unterschiedliche zerspanungstechnische Verhalten. Für diese Herausforderung hat Mikron Tool auf die jeweiligen Titansorten perfekt zugeschnittene Bohrer entwickelt, die Titan prozesssicher, mit höheren Schnittwerten, längeren Standzeiten und hervorragender Bohrungsqualität zerspanen können. Weiterlesen
Chem-Trend stellt neue, vollständig fluorfreie Produktlinie vor

Chem-Trend stellt neue, fluorfreie Trennmittel für Gummiverarbeiter in Europa vor
Chem-Trend, ein führendes Unternehmen in der Entwicklung und Produktion von leistungsstarken Trennmitteln und anderen Prozesschemikalien, hat eine neue Produktlinie an Trennmitteln vorgestellt. Mit dem novellierten Portfolio wird vollständig auf den Einsatz von Fluorpolymeren verzichtet. Gleichzeitig bieten die Trennmittel weiterhin die volle bisherige Leistungsfähigkeit. Erstmalig erwähnt wurde die Initiative mit dem neuen Nachhaltigkeitsbericht des Unternehmens. Weiterlesen
Frankfurt Laser Company präsentiert: Pikosekunden Pulslaser mit Hoher Energie
 Die Pikosekunden Pulslaserserie FPYL-Q-PS wird mit Pulsleistungen von bis zu 100W bei einer Widerholrate von 1MHz sowie einer Pulsbreite von <10ps angeboten. Mögliche Wellenlängen sind 266nm (1-8W), 355nm (1-50W), 532nm (1-80W) und 1064nm (1-100W). Der Wiederholfrequenzbereich liegt zwischen 400kHz und 2MHz. Die Leistungsstabilität liegt bei <3% (<1% optional). Die Puls zu Puls Stabilität liegt bei <2%. Beides gemessen in rms und über 4 Stunden. Der Ausgansstrahl ist Transverse Mode TEM00 und hat eine hohe Strahlqualität von M2<1,2. Mit einem Strahldurchmesser von ~3mm und einer Divergenz <1mrad ist der Ausgansstrahl sehr gut kollimiert. Weiterlesen
Die Pikosekunden Pulslaserserie FPYL-Q-PS wird mit Pulsleistungen von bis zu 100W bei einer Widerholrate von 1MHz sowie einer Pulsbreite von <10ps angeboten. Mögliche Wellenlängen sind 266nm (1-8W), 355nm (1-50W), 532nm (1-80W) und 1064nm (1-100W). Der Wiederholfrequenzbereich liegt zwischen 400kHz und 2MHz. Die Leistungsstabilität liegt bei <3% (<1% optional). Die Puls zu Puls Stabilität liegt bei <2%. Beides gemessen in rms und über 4 Stunden. Der Ausgansstrahl ist Transverse Mode TEM00 und hat eine hohe Strahlqualität von M2<1,2. Mit einem Strahldurchmesser von ~3mm und einer Divergenz <1mrad ist der Ausgansstrahl sehr gut kollimiert. Weiterlesen
Auch Composite-Materialien kein Problem für Tyrolit Power

(Bildquelle: TYROLIT)
Glas-, Carbon- und Aramidfasern stellen unterschiedlichste Industrien weltweit vor neue Herausforderungen. Für die effiziente Bearbeitung präsentiert Tyrolit das umfangreiche Tyrolit Power Sortiment. Die innovativen Werkzeuge zum Trennen, Schleifen, Bohren, Fräsen und zur Oberflächenbearbeitung der anspruchsvollsten Werkstücke aus Verbundwerkstoffen präsentierte das Führende österreichische Unternehmen erstmals auf der JEC World 2023 in Paris.
Geringes Gewicht, Langlebigkeit und Designfreiheit sind Eigenschaften von Materialien, die sich im Normalfall gegenseitig ausschließen – in der Composite Industrie ist das nicht der Fall. Die dabei verarbeiteten innovativen Werkstoffe besitzen die Fähigkeit, hohem Druck standzuhalten und gleichzeitig den Trend zum Leichtbau zu unterstützen. Verständlicherweise stellen die komplexen Materialien zahlreiche Industrien vor neue Herausforderungen in der Produktion. Tyrolit ist der Partner, um neuartige Problemstellungen gemeinsam zu lösen und innovative Produktionsprozesse zu gestalten. Weiterlesen


