In der aktuellen Pandemiesituation haben Take-away- und Lieferdienste Hochkonjunktur. 83 % der Bundesbürger holen oder lassen sich ihre Getränke und Speisen liefern. Das besagt eine Anfang dieses Jahres veröffentlichte repräsentative Umfrage vom WWF und dem Deutschen Verpackungsinstitut dvi. [1] Knapp 73 % der Befragten sind grundsätzlich bereit auch andere Verpackung als Getränkeflaschen zurückzubringen oder am Pfandautomaten zu entsorgen. Aber auch in anderen Bereichen wie Hygiene und Körperpflegeverpackungen sind alternative Lösungen gefragt. [1]
Die Änderung des Konsumentenverhalten führt zu wachsenden ökologischen Bewusstsein und die Nachfrage nach nachhaltigen Materialien. Biokunststoffe finden daher in diesem Zusammenhang zunehmend Anwendung. Es darf jedoch nicht außer Acht gelassen werden, dass dieser Begriff eine Gruppe von Kunststoffen mit unterschiedlichen Ausgangsrohstoffen und unterschiedlichem Abbauverhalten beschreibt. Bioabbaubare Kunststoffe können sowohl auf Basis von fossilem als auch auf Basis von nachwachsendem Kohlenstoff hergestellt worden sein. Sie bieten den Vorteil eines alternativen Entsorgungsweges. Biobasierter Kunststoff hingegen ist ein auf nachwachsendem Kohlenstoffen basierter Kunststoff. Durch seine Verwendung anstelle eines konventionellen Kunststoffs kann fossiles CO2 reduziert und die Abhängigkeit von Erdöl verringert werden [2]. Ein Beispiel für biobasierte Kunststoffe sind die so genannten Drop-Ins. Sie besitzen gegenüber dem konventionellen Pendant identische Eigenschaften. [3] Laut dem aktuellen Plastics – the Facts 2020 Bericht von PlasticsEurope war auch im Jahr 2019 Polypropylen (PP) hinsichtlich der Bedarfsmenge in Europa ein dominanter Wertstoff. Daher erscheint es als sehr naheliegend PP durch Bio-PP zu substituieren. Doch obwohl vor allem bei Biokunststoffen viel Wert auf die Betrachtung der ersten Lebensphasen des Materials gelegt wird, soll in dieser Arbeit die Lebensendphase des Materials betrachtet werden. Denn außer der Wahl eines nachhaltigen Werkstoffs sollten zur Befriedung des wachsenden ökologischen Bewusstseins ebenfalls Bestrebungen von einer linearen hin zu einer im Kreis geleiteten Materiallebensführung angegangen werden.
Daher sollen an dieser Stelle die aktuell möglichen Entsorgungswege betrachtet werden. In Klammern werden für den jeweiligen Pfad die im August letzten Jahres von Conversio im Stoffstrombild Kunststoffe in Deutschland 2019 veröffentlichten Zahlen angeführt, um die quantitative Bedeutung kenntlich zu machen. Die Pfade für Kunststoffabfälle (Post-Industrial und Post-Consumer) unterteilen sich zunächst in die Deponie (0,6 %) und die Verwertung. Letzteres ist vor allem dadurch von Bedeutung, da hierbei das Material als Wertstoff anerkannt wird und daher im Folgenden betrachtet werden soll. Anschließend kann die Verwertung in die stoffliche (46,6 %) und energetische
(52,8 %) aufgeteilt werden. Der stoffliche Verwertungspfad fasst die rohstoffliche (0,2 %) und werkstoffliche (46,4 %) Verwertung zusammen. [4] Anhand dieser Zahlen ist zu erkennen, dass der werkstoffliche Verwertungspfad den größten Anteil der stofflichen Verwertung ausmacht. Aber auch die nachfolgend aufgeführten Vorteile bieten weitere Gründe diesen Verwertungsweg zu betrachten. [5]
Die werkstoffliche Verwertung macht hochwertiges Recycling realisierbar. Die Technologie derer man sich hierbei bedient, ist eine lang bekannte und weit etablierte. Das Vorgehen ist unkompliziert und bedarf keinerlei technischer Neuanschaffung, da es mit Hilfe der bereits vorhandenen Maschinentechnik durchführen lässt. Bei diesen Vorteilen dürfen allerdings die Herausforderungen der mechanischen Verwertung nicht außer Acht gelassen werden. Die Gewinnung eines hochwertigen recycelten Materials ist von der Reinheit sowohl seitens der Kunststoffart als auch der Kontamination bedingt durch die Produktnutzungsphase abhängig. Ein weiterer Punkt ist der Abbau der Polymerkette durch Einflüsse wie Hitze, Oxidation, Licht, ionisierte Strahlung, Hydrolyse aber auch durch die Beanspruchung durch Scherung des Materials während des Verwertungsverfahrens.
Wird nun aus Nachhaltigkeitsbestrebungen das Material im Kreis geführt, so bedeutet die Gewinnung eines besseren Verständnisses über die Abbaumechanismen im Recyclingprozess zwangsläufig die Möglichkeit der Vorhersage von Verarbeitungseinflüssen auf den Werkstoff. Dadurch ist die Zuordnung des Materials für das jeweilige Produkt realisierbar und das stärkt die Materialkreislaufführung.
Versuchsaufbau und -durchführung
Für das zu substituierende PP wurde ein Bio-PP ausgewählt. Dieses gehört per Definition zu den Biokunststoffen, ist biobasiert und nicht biologisch abbaubar. Die Auswahl der Type erfolgte anhand der Schmelzefließrate (MFR/MFI), da dadurch vom gleichen Verarbeitungsweg sowie ähnlichen Produktsparte ausgegangen werden kann. Beide Werkstoffe hatten laut Datenblatt einen MFR von
48 g/10 min bei 230 °C und 2,16 kg.
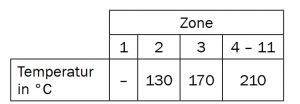
Tabelle 1: Temperaturprofil
Mit Hilfe eines Doppelschneckenextruders ZSK26 der Firma Coperion GmbH, Stuttgart, Deutschland, wurden bei einem Durchsatz von 10 kg/h Regranulate aus den ausgewählten Materialien hergestellt. Das Temperaturprofil ist in Tabelle 1 dargestellt. Der Hauptwerkstoff (Bio-PP) durchlief insgesamt acht und der Referenzwerkstoff (PP) vier Extrusionsdurchgänge. Anschließend wurde das erhaltene Regranulat hinsichtlich der rheologischen Eigenschaften charakterisiert. Für die Messung des Frequenzsweeps wurde der Rheometertyp SR500 der Marke Rheoservice GmbH, Reichelsheim mit einem Platte-Platte-System verwendet. Die Platten haben einen Durchmesser von 25 mm und sind parallel in einem Abstand von 2 mm zueinander angeordnet. Bei der eingestellten Schubspannung von 1000 Pa werden die Winkelfrequenzen in fünf Messpunkten pro Dekade in einem Bereich von 628 rad/s bis 0,1 rad/s abgefahren. Rheologische Messungen reagieren sensitiv gegenüber Änderungen, sind zuverlässig und eindeutig. Eine MFI-Messung eignet sich dabei zwar ebenfalls für die Bestimmung des rheologischen Verhaltens, sie gibt jedoch lediglich einen Punkt und nicht den Verlauf der Viskosität wider. Werden außerdem wie hier Rotationsrheometermessungen durchgeführt, kann ein relativ breiter Beanspruchungsbereich abgefahren und Viskositätsverläufe statt eines punktuellen Wertes [2] erfasst werden. Dadurch haben solche Messungen eine große Aussagekraft und benötigen dabei nur geringe Materialmengen.
Ergebnisse und Diskussion
Bild 1 zeigt das Ergebnis aus den Rotationsrheometermessungen für das bis zu achtmal extrudierte Bio-PP (Bio-PP8). Die Kurven geben den PP-typischen Verlauf wider, bei sinkenden Winkelgeschwindigkeiten nimmt die Viskosität vom strukturviskosen, über den Übergangsbereich bis hin zum Newton´schen Bereich zu. Zusätzlich ist die Abnahme der Viskosität bei Erhöhung der Anzahl an Extrusionsdurchgängen erkennbar. Wird die sich im Newton´schen Bereich eingestellte Nullviskosität der verschiedenen Extrusionsdurchgänge miteinander verglichen, so beträgt die Abnahme vom ersten (Bio-PP1) zum achten Durchgang (Bio-PP8) 33 %. Zusätzlich ist die Abflachung der Kurve bei steigenden Extrusionsdurchgängen erkennbar.
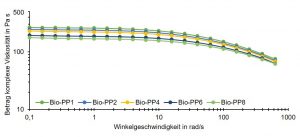
Bild 1: Viskosität von Bio-PP nach mehreren Extrusionsdurchgängen
Ähnliches Verhalten ist an den Messergebnissen von PP, die im Bild 2 dargestellt sind, sichtbar. Auch bei PP nimmt die Viskosität bei steigenden Extrusionsdurchgängen ab. Bei diesem Material liegt die Abnahme vom unverarbeiteten PP (PP0) zum vierfach extrudierten PP (PP4) bei 34 %.
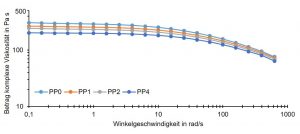
Bild 2: Viskosität von PP nach mehreren Extrusionsdurchgängen
Die rheologischen Ergebnisse lassen Rückschlüsse auf die Einflüsse während des Extrusionsprozesses auf den Werkstoff schließen. Durch die Verarbeitung wird der Werkstoff der thermisch-mechanischen Degradation ausgesetzt. Der Einfluss der Kombination aus Hitze und Scherbeanspruchung führt zu zwei Arten von Abbaumechanismen. Diese sind die Kettenspaltung und die Kettenverzweigung. Ersteres, der Molekülkettenabbau führt zum Molmasseabbau. Da es zwischen der Molmasse und Viskosität einen eindeutigen Zusammenhang gibt, eigenen sich Viskositätsmessungen im besonderen Maße zur Identifikation der jeweiligen Abbaumechanismen.
Die Abnahme der Viskosität, wie in diesem Fall, gibt den Vorgang der Kettenspaltung wider. Die kürzeren Ketten sind mobiler und können leichter aneinander abgleiten, dadurch sinkt der Widerstand gegen das Fließen. Das Abflachen der Viskositätskurve ist ebenfalls ein Zeichen für die Änderung der Kettenlänge des Materials. Durch die Zunahme von Polymerketten anderer Längen, ändert sich die Molmassenverteilung von einer engen zu einer breiten. Dadurch ist der Übergangsbereich der Viskositätskurve flacher. [2]
Fazit und Ausblick
Die Verarbeitung im Doppelschneckenextruder bedingt bei Bio-PP den thermisch-mechanischen Abbau, der sich in Form von Kettenspaltung zeigt. Auch das Referenzmaterial PP zeigt dieses Verhalten. Die Abnahme der Nullviskosität bei zunehmenden Extrusionsdurchgängen ist bei PP jedoch höher als bei Bio-PP, denn bei PP nahm die Nullviskosität bereits von PP0 zu PP4 34 % ab. Eine ähnliche Abnahme durchzog sich bei Bio-PP erst vom ersten zum achten Durchgang.
In wie weit sich dieser Abbau und die Veränderung der Viskosität auf das herzustellende Produkt negativ auswirkt, muss vom herzustellenden Produkt abhängig entschieden werden.
Weitere Untersuchungen und die Quantifizierung hinsichtlich der mechanischen und thermischen Eigenschaften sollen folgen.
Danksagung
Das Forschungs- und Entwicklungsprojekt reGIOcycle wird mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) in der Förderrichtlinie Stadt-Land-Plus, das ein Teil der Leitinitiative Zukunftsstadt innerhalb des Rahmenprogramms (Forschung für Nachhaltige Entwicklung – FONA3) gefördert.
Weiterer Dank gilt dem Trägerverein Umwelttechnologie-Cluster Bayern e.V. für die Projektkoordination und allen Partnern für die erfolgreiche Zusammenarbeit. Informationen können der Projekthomepage https://www.regiocycle.de/ entnommen werden.
Literatur
[1] WWF DEUTSCHLAND und DEUTSCHES VERPACKUNGSINSTITUT E.V. Pressemitteilung – Kein Lockdown für Nachhaltigkeit [online]. Große Mehrheit der Deutschen will laut Umfrage von dvi und WWF Getränkepfand und nachhaltige Lösungen bei Take-away und Lieferdiensten. Berlin Deutsches Verpackungsinstitut e.V. [Zugriff am: 21. April 2021]. Verfügbar unter: https://www.verpackung.org/presse/pressemitteilungen
[2] BONTEN, CHRISTIAN. Kunststofftechnik. Einführung und Grundlagen. 3. Auflage. München: Hanser, 2020. ISBN 978-3446464711.
[3] PLASTICSEUROPE. Arten von Kunststoffen [online]. Biobasierte Kunststoffe Eigenschaften PlasticsEurope Deutschland e.V. [Zugriff am: 23. April 2021]. Verfügbar unter: https://www.plasticseurope.org/de/about-plastics/what-are-plastics/large-family
[4] LINDNER, C., J. SCHMITT und J. HEIN. Stoffstrombild Kunststoffe in Deutschland 2019 [online]. Kurzfassung der Conversio Studie CONVERSIO Market & Strategy [Zugriff am: 24. April 2021]. Verfügbar unter: https://www.vci.de/ergaenzende-downloads/kurzfassung-stoffstrombild-kunststoffe-2019.pdf
[5] RAGAERT, K., L. DELVA und K. VAN GEEM. Mechanical and chemical recycling of solid plastic waste. In: Waste management (New York, N.Y.), 2017. 69, S. 24–58. Doi: 10.1016/j.wasman.2017.07.044
Autor:innen:
M. Sc. Irina Mostovenko, Prof. Dr.-Ing Christian Bonten; IKT Institut für Kunststofftechnik der Universität Stuttgart


