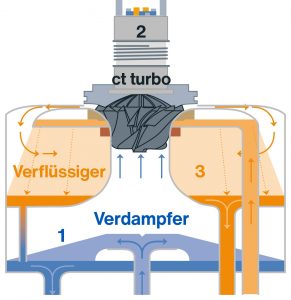
Abb. 1: Im Kältemodul findet die Direktverdampfung von Wasser im vakuumdichten, geschlossenen Kreislauf statt. Das Modul besteht dabei im Wesentlichen aus den bereits von herkömmlichen Kaltwassererzeugern bekannten Komponenten Verdampfer (1), Verdichter (2), Verflüssiger (3); Bildnachweis: Efficient Energy GmbH
Ohne eine leistungsfähige Kältetechnik würden Fertigungsprozesse in vielen Industriezweigen, die Bereitstellung frischer Lebensmittel oder die Nutzung des Internets nicht funktionieren. Aufgrund der zunehmenden Erderwärmung wird der Bedarf an Kälte- und Klimaanlagen sogar weiter ansteigen – mit negativen Auswirkungen auf den Klimawandel. Denn noch werden überwiegend synthetische Kältemittel eingesetzt, die den Treibhauseffekt verstärken. Die Folge: Neben dem erhöhten Energiebedarf nehmen auch die CO2-Emissionen zu. Schon jetzt sind Klima- und Kälteanlagen weltweit für circa 8 % des gesamten Kohlenstoffdioxidausstoßes verantwortlich. Um dieser Entwicklung konsequent entgegenzuwirken, sind energieeffiziente sowie emissionsarme Kälteanlagen erforderlich. Die EU hat bereits 2014 die F-Gase-Verordnung zur schrittweisen, aber deutlichen Reduzierung der umweltschädlichen Kältemittel erlassen. Weiterlesen