© Fraunhofer IKTS
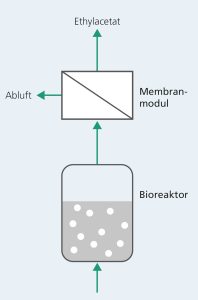
Nach der Fermentation der Melasse im Bioreaktor wird das entstandene Gas-Dampf-Gemisch durch ein Membranmodul geleitet und das wertvolle Ethylacetat abgetrennt.
Fraunhofer-Forschende haben gemeinsam mit der TU Dresden ein Verfahren entwickelt, bei dem aus Molke wertvolles Ethylacetat in hoher Reinheit gewonnen wird. Dieses kann beispielsweise für die Herstellung umweltfreundlicher Klebstoffe verwendet werden und ersetzt damit das herkömmliche Ethylacetat aus fossilen Rohstoffen. Auch die aufwendige Entsorgung der bei der Molke-Verarbeitung entstehenden Melasse wird damit überflüssig.
In der Milchindustrie fallen täglich große Mengen Molke als Nebenprodukt an. Allein in Deutschland sind das Jahr für Jahr 12,6 Millionen Tonnen. So entstehen bei der Herstellung eines Kilogramms Käse beispielsweise neun Kilogramm Molke. Sie wird teilweise weiterverarbeitet, etwa zu Trinkmolke mit Fruchtzusatz oder anderen Mischgetränken. Trennt man die in der Molke enthaltene Laktose sowie die Proteine ab, lassen sich diese ebenfalls nutzen, etwa als Rohstoff in der Pharmazie oder auch in Babynahrung. Doch nach Abtrennung von Proteinen und Laktose bleibt eine Melasse zurück. Deren Entsorgung ist aufgrund des relativ hohen Salzgehalts äußerst aufwendig und teuer. Weiterlesen