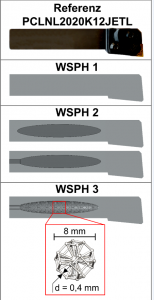
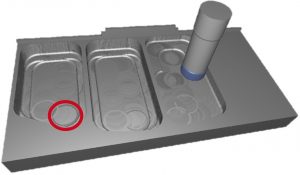
Abbildung 1: Übersicht der generierten Wende-schneidplattenhalter (WSPH
Dipl.-Ing. Florian Vogel, Sebastian Berger M.Sc., Dr.-Ing. Ekrem Özkaya, Prof. Dr.-Ing. Dirk Biermann
Einleitung
Resultierend aus der sich bei der Zerspanung von Titanwerkstoffen einstellenden, werkstoffspezifischen Segmentspanbildung können eingesetzte Werkzeuge je nach gegebenen Prozessbedingungen erheblich in Schwingung versetzt werden, sodass neben einem gesteigerten Werkzeugverschleiß die geforderten Bauteilqualitäten oftmals nicht erzielbar sind. Durch den Einsatz additiv gefertigter Wendeschneidplattenhalter (WSPH) für die Drehbearbeitung von TiAl6V4 erfolgt eine passive Dämpfung derartiger, spanbildungsinduzierter Werkzeugschwingungen. Ausschlaggebend hierfür ist die durch den additiven Herstellungsprozess ermöglichte Erzeugung speziell gestalteter Hohlelemente in den Schäften der WSPH. Einerseits bedingt durch eine daraus resultierende, schwingungsoptimierte Werkzeuggestaltung, andererseits aufgrund der inneren Reibung von zusätzlich in die Schäfte eingebrachten Füllwerkstoffen werden die Schwingungsamplituden des Werkzeugs signifikant reduziert. Weiterlesen

 Autorin: Barbara Fischer-Reineke
Autorin: Barbara Fischer-Reineke