Das Produkt SintoGrind TC-X 630 der oelheld GmbH setzt einen neuen Standard in der Klasse der HM-Schleiföle. Die Hochleistungs-Schleiföle der SintoGrind-Reihe wurden für Hochgeschwindigkeits-Schleifprozesse entwickelt, die äußerste Präzision und beste Kühlung erfordern.
Das Produkt SintoGrind TC-X 630 der oelheld GmbH setzt einen neuen Standard in der Klasse der HM-Schleiföle. Die Hochleistungs-Schleiföle der SintoGrind-Reihe wurden für Hochgeschwindigkeits-Schleifprozesse entwickelt, die äußerste Präzision und beste Kühlung erfordern.
Das Produkt ist chlor- und schwermetallfrei und kann für folgende Anwendungsbereiche eingesetzt werden: Nutenschleifen, Profilschleifen sowie Außen- und Innenrundschleifen. Die Vorteile des Schleiföls liegen in der geringen Schaumbildung, Reduzierung des Ölnebels und einer Steigerung der Produktivität. Ein weiteres Plus ist die deutliche Reduzierung von Schleifbrand sowie ein exzellenter Schutz vor Kobaltauswaschungen. Eine sehr geringe Gratbildung sowie eine Verbesserung der Oberflächengüte wird ebenfalls gewährleistet. Die Vorteile sind auf die spezielle Verbindung des Basisöles mit hochwertigen Additiven zurückzuführen.
Das Hochleistungs-Schleiföl ist mit einer Vielzahl von Materialien kompatibel, einschließlich Hartmetall, HSS, PKD, CBN, Cermet und Keramik. Die SintoGrind TC-X Reihe enthält keine gefährlichen Elemente und weist eine hohe Alterungsbeständigkeit sowie beste Spül- und Kühleigenschaften auf. Für zahlreiche Maschinenhersteller sind Freigaben vorhanden.
Weitere Informationen: https://www.oelheld.com/de/


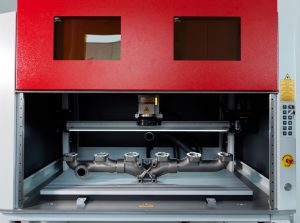 Die Einbindung von Lasersystemen in eine Automationsumgebung erhöht die Prozessgeschwindigkeit, sorgt aber auch für eine gute Prozesskontrolle und gleichbleibende Qualität. Die einfache Bedienung solcher Lasermaschinen garantiert einen reibungslosen Workflow. Professionelle Lasermaschinen gewährleisten Prozess- und Personensicherheit und sind für den Dauerbetrieb industrieller Produktionen ausgelegt.
Die Einbindung von Lasersystemen in eine Automationsumgebung erhöht die Prozessgeschwindigkeit, sorgt aber auch für eine gute Prozesskontrolle und gleichbleibende Qualität. Die einfache Bedienung solcher Lasermaschinen garantiert einen reibungslosen Workflow. Professionelle Lasermaschinen gewährleisten Prozess- und Personensicherheit und sind für den Dauerbetrieb industrieller Produktionen ausgelegt.  Die Entwicklung der Energiekosten und die steigende Unsicherheit hinsichtlich der Versorgung mit Energieträgern stellen für die gesamte Industrie große Herausforderungen dar. Der Betrachtung des ökologischen Fußabdrucks eingesetzter Produkte und Prozesse kommt eine zunehmende Dringlichkeit zu, welche sämtliche Akteure der Lieferketten und die Gesellschaft als Ganzes betrifft. Pulverlacke werden bei höheren Temperaturen chemisch ausgehärtet und sind daher von dieser Thematik speziell betroffen. Lacksysteme, welche tiefere Ofentemperaturen, kürzere Aushärtungszeiträume und idealerweise auch eine längere Beschichtungslebensdauer ermöglichen, stehen daher ganz im Zeichen der Zeit und im Sinne einer längst überfälligen, nachhaltigeren Ausrichtung dieser Industrie.
Die Entwicklung der Energiekosten und die steigende Unsicherheit hinsichtlich der Versorgung mit Energieträgern stellen für die gesamte Industrie große Herausforderungen dar. Der Betrachtung des ökologischen Fußabdrucks eingesetzter Produkte und Prozesse kommt eine zunehmende Dringlichkeit zu, welche sämtliche Akteure der Lieferketten und die Gesellschaft als Ganzes betrifft. Pulverlacke werden bei höheren Temperaturen chemisch ausgehärtet und sind daher von dieser Thematik speziell betroffen. Lacksysteme, welche tiefere Ofentemperaturen, kürzere Aushärtungszeiträume und idealerweise auch eine längere Beschichtungslebensdauer ermöglichen, stehen daher ganz im Zeichen der Zeit und im Sinne einer längst überfälligen, nachhaltigeren Ausrichtung dieser Industrie.