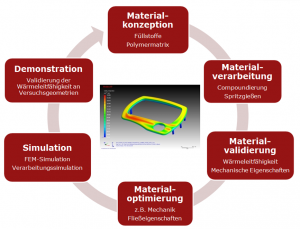
Abbildung 1: Entwicklungsschema
„Wärmeleitfähige Kunststoffe“
Autoren: Thies Falko Pithan, Dipl.-Ing. Michael Tesch
Kunststoffe sind klassische Isolatoren, die sowohl für thermische als auch für elektrische Abschirmungen genutzt werden. Durch die vielseitigen Möglichkeiten der Additivierung eines Kunststoffs können jedoch sowohl Wärmeleitfähigkeiten wie auch elektrische Isolationseigenschaften in einem Material vereint werden. Es stellt sich die berechtigte Frage, warum durch aufwändige Materialmodifizierung ein Isolationsmaterial zum Wärmeleiter umgewandelt werden sollte?
Für die Substitution von herkömmlichen Kühlkörpermaterialien durch wärmeleitfähige Kunststoffe sprechen neben den Additiverungsmöglichkeiten vielfältige Gründe: wirtschaftliche Fertigung, Leichtbau, neue Baugruppenkonzepte, hohe Gestaltungsfreiheit und/oder Funktionsintegration. Durch die Substitution von wärmeleitfähigen, oftmals metallischen Materialien können vor allem Anwendungen profitieren, die bislang mit Kühlkörpern zum Beispiel aus Aluminium hergestellt wurden. Weiterlesen